




Have your plastic parts ever gotten stuck in the mold, causing scratches and production delays? This common problem is frustrating. The solution is a simple design feature that ensures smooth ejection every time.
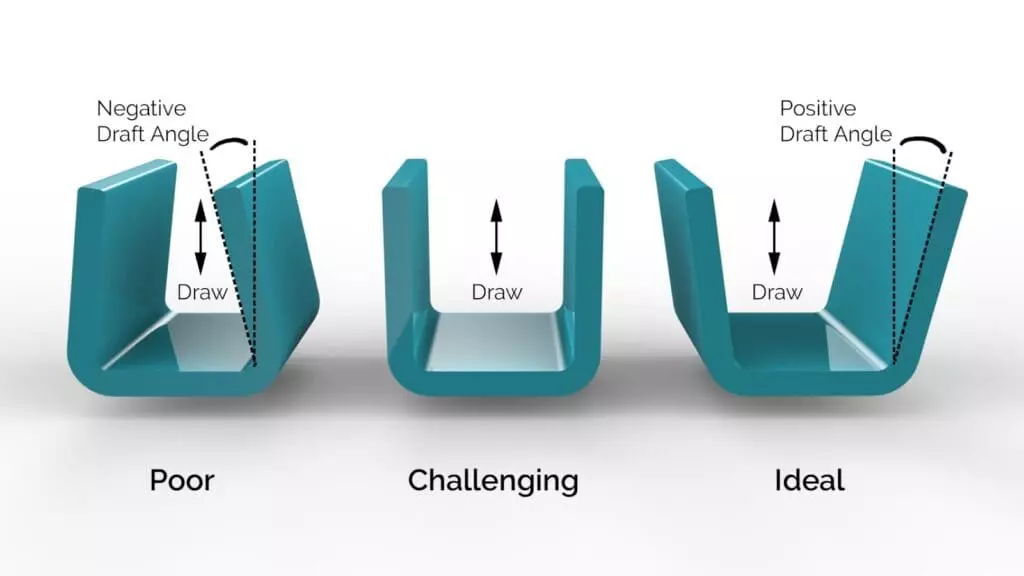
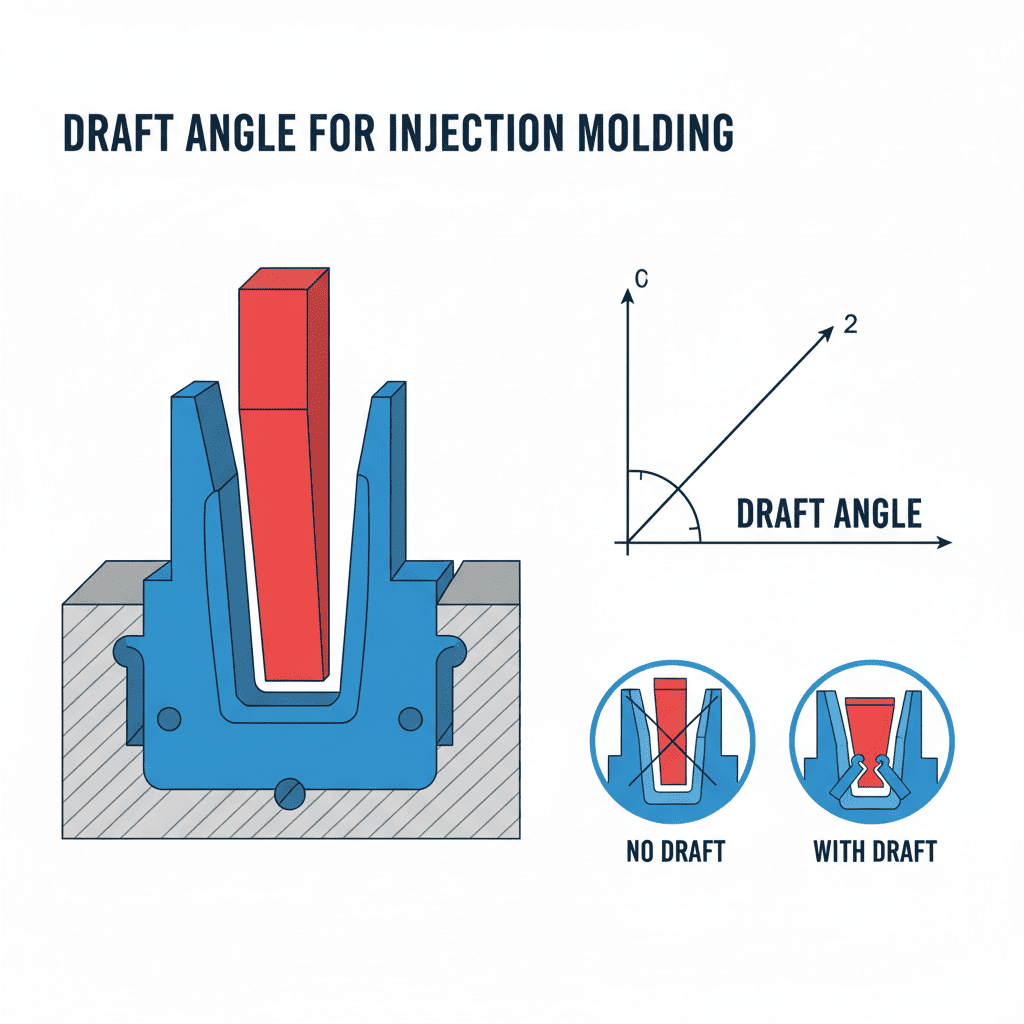
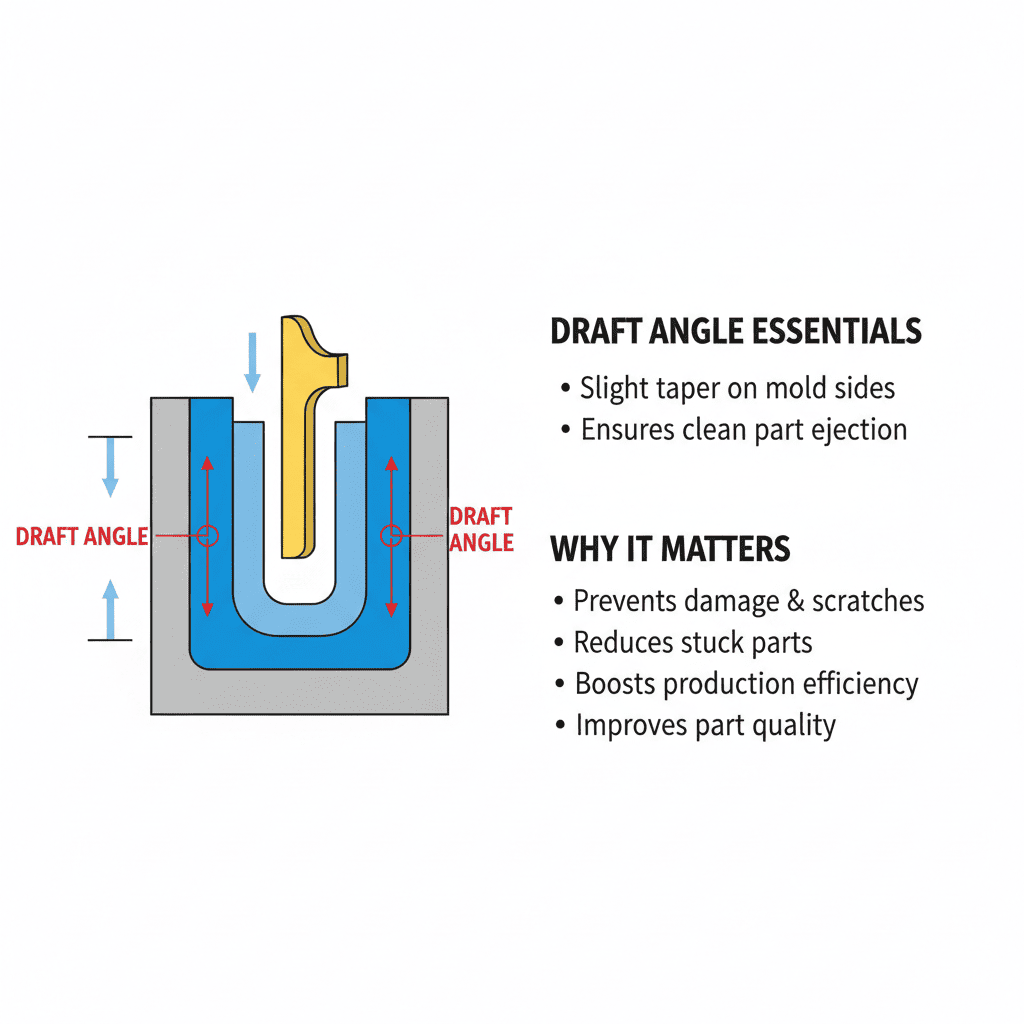
A draft angle1 is a slight taper applied to the sides of a mold's core and cavity. This taper is essential for allowing the finished plastic part to be ejected cleanly without getting damaged, scratched, or stuck, which is fundamental for mass production efficiency and quality.

This small angle might seem like a minor detail, but in my 15 years of making custom molds2, I've seen it make or break entire production runs. It's one of the first things we check when a client brings us a new design. A part without a proper draft angle is a recipe for headaches and added costs. It’s the difference between a smooth, automated process and one that requires a worker to manually pry parts out of the mold. Getting this right from the start is crucial for anyone looking to manufacture high-quality plastic products efficiently. So, let's explore this topic a little more.
How do you determine the correct draft angle for your part?
Choosing the wrong angle feels like a gamble. You might get lucky, or you might end up with a part that sticks, warps, or breaks, forcing costly changes mid-production.
The correct draft angle depends mainly on the plastic material and part design. As a rule of thumb, use 0.5 to 1 degree for soft materials like PP/PE, and 1 to 3 degrees for hard materials like ABS/PC, especially for parts with deep cavities or ribs.
Choosing the right draft angle is a balancing act that we perform every day. It's not a one-size-fits-all number. We have to look closely at the specific needs of the project. We start with the material. Softer, more flexible plastics like Polypropylene (PP) or Polyethylene (PE) can get away with a smaller angle, often as little as 0.5 degrees. They have enough give to pop out of the mold easily. But for rigid materials like ABS or Polycarbonate (PC), you need more of a slope. We typically recommend 1 to 3 degrees for these. This is especially true for parts that have deep sections or tall ribs, as these features create more surface friction during ejection. For a recent STEM toy project, we made interlocking blocks. These parts needed to fit together perfectly but also come out of the mold smoothly. We settled on an angle of 1 degree. It was the sweet spot that balanced easy release with the tight assembly tolerance the client required.
Key Factors for Draft Angle Selection
| Factor | Recommended Angle | Reason |
|---|---|---|
| Material (Soft) | 0.5° - 1° | Flexible materials like PP and PE can eject with less taper. |
| Material (Hard) | 1° - 3° | Rigid materials like ABS and PC require a larger angle to prevent dragging. |
| Surface Texture | Add 0.5° - 1° per 0.025mm texture depth | Textured surfaces create more friction and need a steeper angle to release cleanly. |
| Deep Features/Ribs | 2° - 5° | Tall, thin features have a large surface area that can stick to the mold wall. |
What happens if you ignore the draft angle?
Imagine your production line suddenly stops. The machine is jammed, and every part coming out is scratched and useless. This nightmare often stems from one overlooked detail in the design phase.
Ignoring the draft angle almost always leads to parts getting stuck in the mold. This causes surface scratches, warping, and even breakage. It forces manual intervention, slows down production, and dramatically increases your manufacturing costs due to lower yield and potential mold damage3.

From my experience, a missing or insufficient draft angle is one of the most common and costly mistakes in part design. When a part has perfectly vertical walls (zero draft), a vacuum can form during cooling, essentially gluing the part to the mold core. The ejector pins then have to push with extreme force. This often results in ugly pin marks, stress whitening, or cracks on the part surface. Even worse, it can cause the part to drag against the steel mold wall during ejection. This creates long, deep scratches called "drag marks" that ruin the cosmetic finish. I remember a project for an automotive client. Their design for an interior trim piece had a section with only a 0.25-degree draft, but it was supposed to be 1 degree. This tiny error caused about 15% of the parts to stick. We had to stop the machine constantly to pry them out, which slowed the cycle time from 45 seconds to over 2 minutes. The added labor and scrap parts completely erased the profit margin until we modified the mold. It's a clear lesson that even a half-degree matters.
The Costs of an Insufficient Draft Angle
| Problem | Direct Consequence | Financial Impact |
|---|---|---|
| Part Sticking | Manual removal is needed | Increased labor costs, slower production cycles. |
| Surface Dragging | Scratches and scuff marks on the part | Higher scrap rate, parts fail quality control. |
| Part Warping | Uneven stress during ejection | Reduced part quality and dimensional accuracy. |
| Mold Damage | High stress on ejector system and mold surfaces | Costly mold repairs, production downtime. |
Can a draft angle really extend your mold's life?
You invest heavily in a high-quality steel mold, expecting it to last for hundreds of thousands of cycles. But what if it starts wearing out prematurely, forcing expensive repairs and downtime?
Yes, a proper draft angle significantly extends your mold's life. By reducing the friction and stress on the mold's core and cavity during part ejection, it minimizes wear and tear. This ensures consistent part quality over a longer production run and protects your investment.
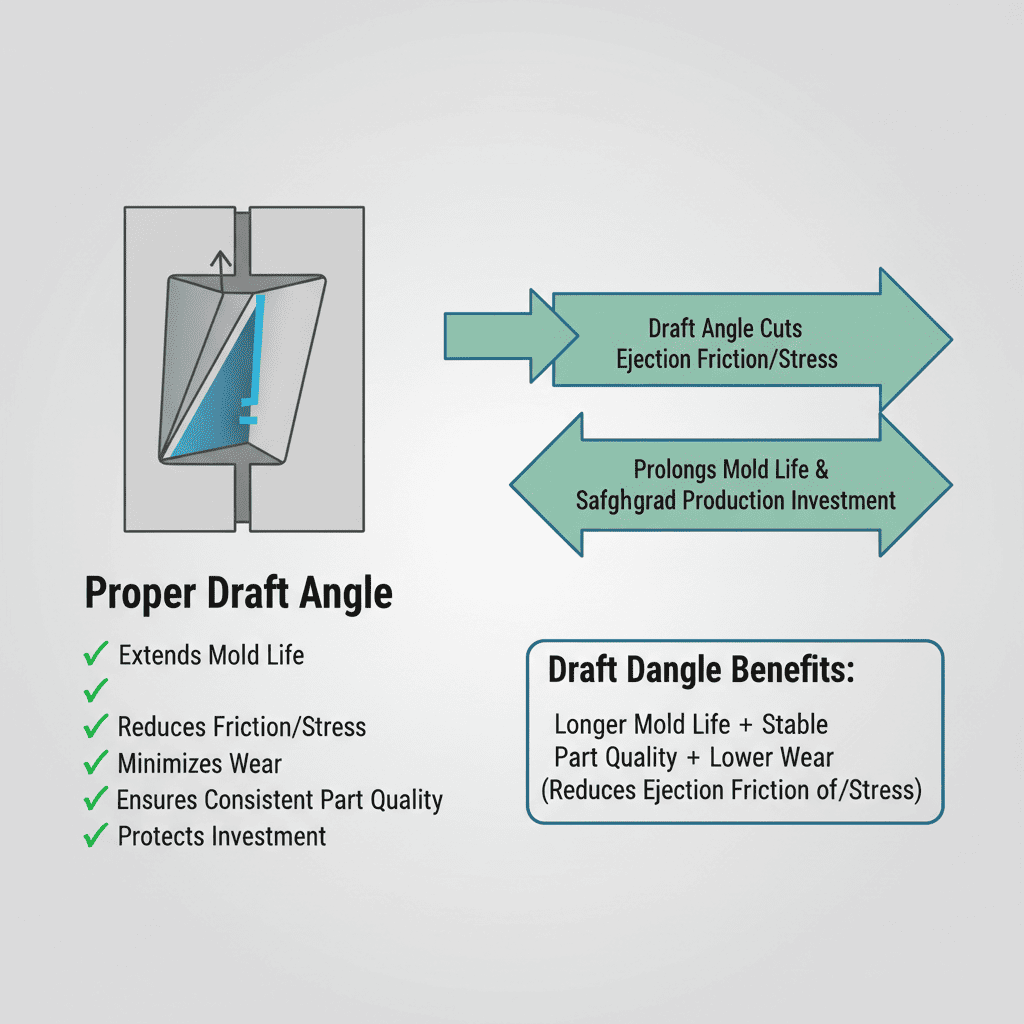
Think of it this way: every time a part is ejected, it slides against the mold surface. Without a draft angle, that sliding happens under high pressure along a large surface area. This constant friction acts like sandpaper, slowly wearing down the polished or textured surfaces of your mold. We work with high-precision molds where tolerances are measured in hundredths of a millimeter (±0.05mm). Any wear on the mold surface directly impacts the dimensions and quality of the final part. A well-designed draft angle creates a gap as soon as the part begins to move, so it breaks free from the mold walls almost instantly. This drastically reduces friction and wear. For one of our clients who makes cosmetic packaging, their molds need to produce millions of caps with a perfect, glossy finish. We insist on a minimum 1.5-degree draft on all non-critical surfaces. This small feature is key to maintaining that high-gloss finish for the entire life of the mold, which can exceed a million cycles. It's a simple, upfront design choice that pays off by ensuring manufacturing stability and maximizing the return on a very expensive tool.
Conclusion
In short, the draft angle is a critical, non-negotiable design element. It ensures parts eject smoothly, protects quality, and extends the life of your mold, saving you time and money.









