





Are you trying to lower production costs? The higher upfront price of a family mold might seem risky, making single molds look like the safer, cheaper bet for your budget.
A family mold often saves more money in the long run.1 While the initial investment is higher2, it cuts down on recurring costs like machine setup, labor, and quality control3, providing better overall value throughout the entire production lifecycle.


It’s easy to focus on the initial tooling quote. That number is big and right in front of you. But the real story of manufacturing cost is written over months and years of production. The initial price is just the first chapter. To understand the full story, we need to look beyond the quote and see how these mold types perform on the factory floor, where hidden costs can quietly drain your budget. Let's dive deeper into where your money really goes.
Do Hidden Operational Costs Make Single Molds More Expensive?
Choosing separate single molds seems like a smart way to manage your initial budget. But with every production run, you face repeated setup fees, machine downtime, and labor costs that pile up.
Yes, hidden operational costs often make single molds more expensive over time. Each single mold needs its own machine setup, parameter tuning, and mold change. This creates recurring labor and downtime expenses that a one-time setup for a family mold completely avoids.
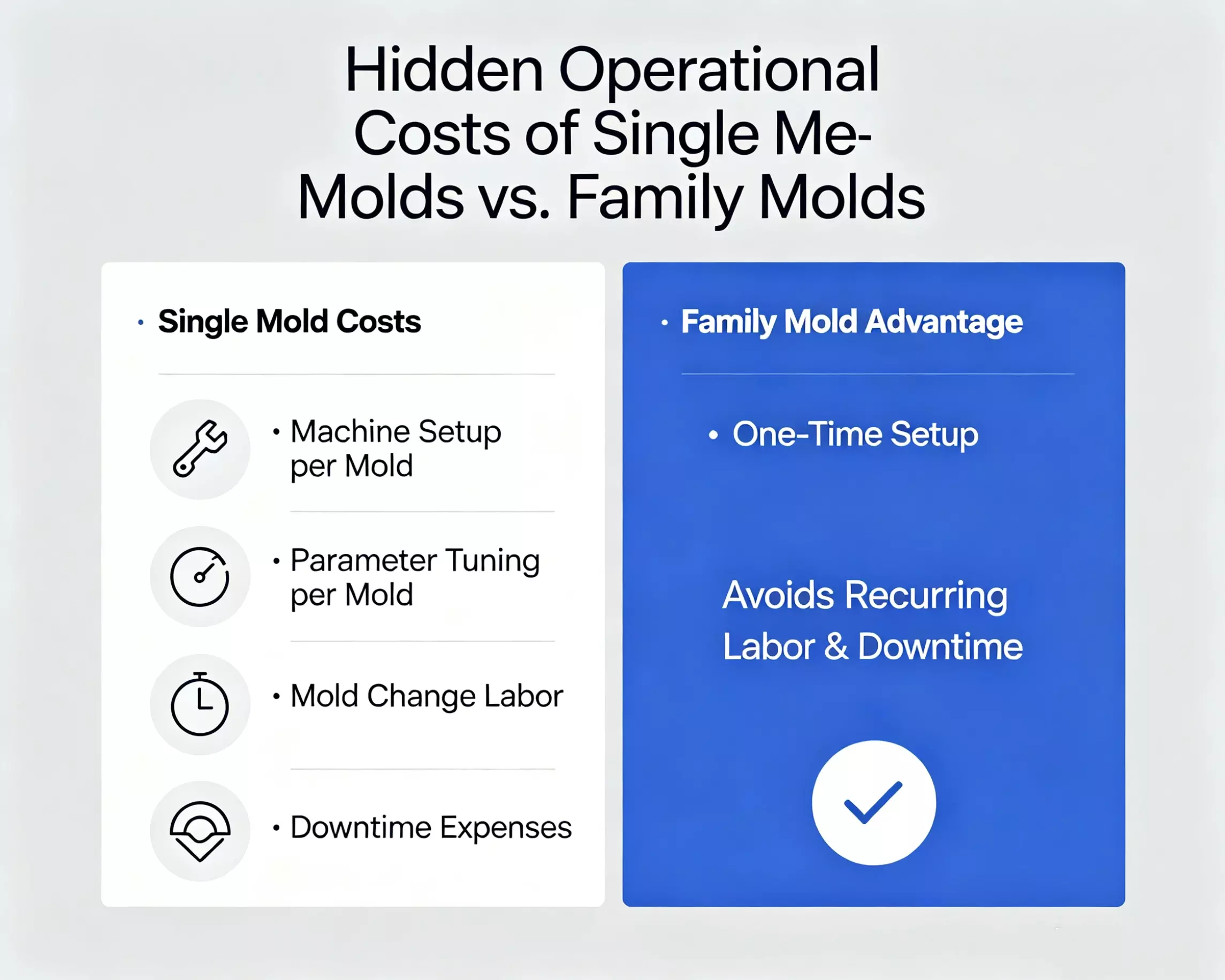
I remember working with a project manager for a company that develops educational toys. They needed three plastic parts for a new robotics kit. To keep the initial tooling cost low, they insisted on three separate single molds. The first production run went okay. But when they placed their second order, they were surprised by the operational charges. We had to set up the injection molding machine three separate times, once for each part. Each setup involved mounting the mold, heating it, and debugging the parameters. This process created hours of expensive machine downtime and required more technician labor. With a family mold, we would mold all three parts in a single cycle. This means one setup, one debugging process, and one continuous run. The machine just keeps going, producing complete sets of parts with every cycle. This efficiency directly translates to lower costs for every single production run after the first one.
Here’s a simple breakdown of the recurring costs:
| Operational Step | Single Molds (for 3 Parts) | Family Mold (for 3 Parts) |
|---|---|---|
| Machine Setup | 3 separate setups | 1 single setup |
| Parameter Debugging | Required for each mold | Required only once |
| Mold Swapping | Creates significant downtime4 | No swapping needed |
| Labor for Setup | High (3x the work) | Low (1x the work) |
| Overall Efficiency | Low | High |
Over the product's lifespan, these small, repeated costs for single molds add up to a significant sum. A family mold eliminates them, making it the more budget-friendly choice for mass production.
Can Inconsistent Quality from Single Molds Secretly Drain Your Budget?
You need your parts to fit together perfectly every time. But when parts come from different molds run at different times, tiny inconsistencies can lead to big assembly problems and unexpected expenses.
Absolutely. Parts made in separate single molds often have slight variations due to different production conditions.5 This leads to assembly issues, higher defect rates, and rework costs. A family mold produces all parts in one unified environment, ensuring consistent quality and saving money.
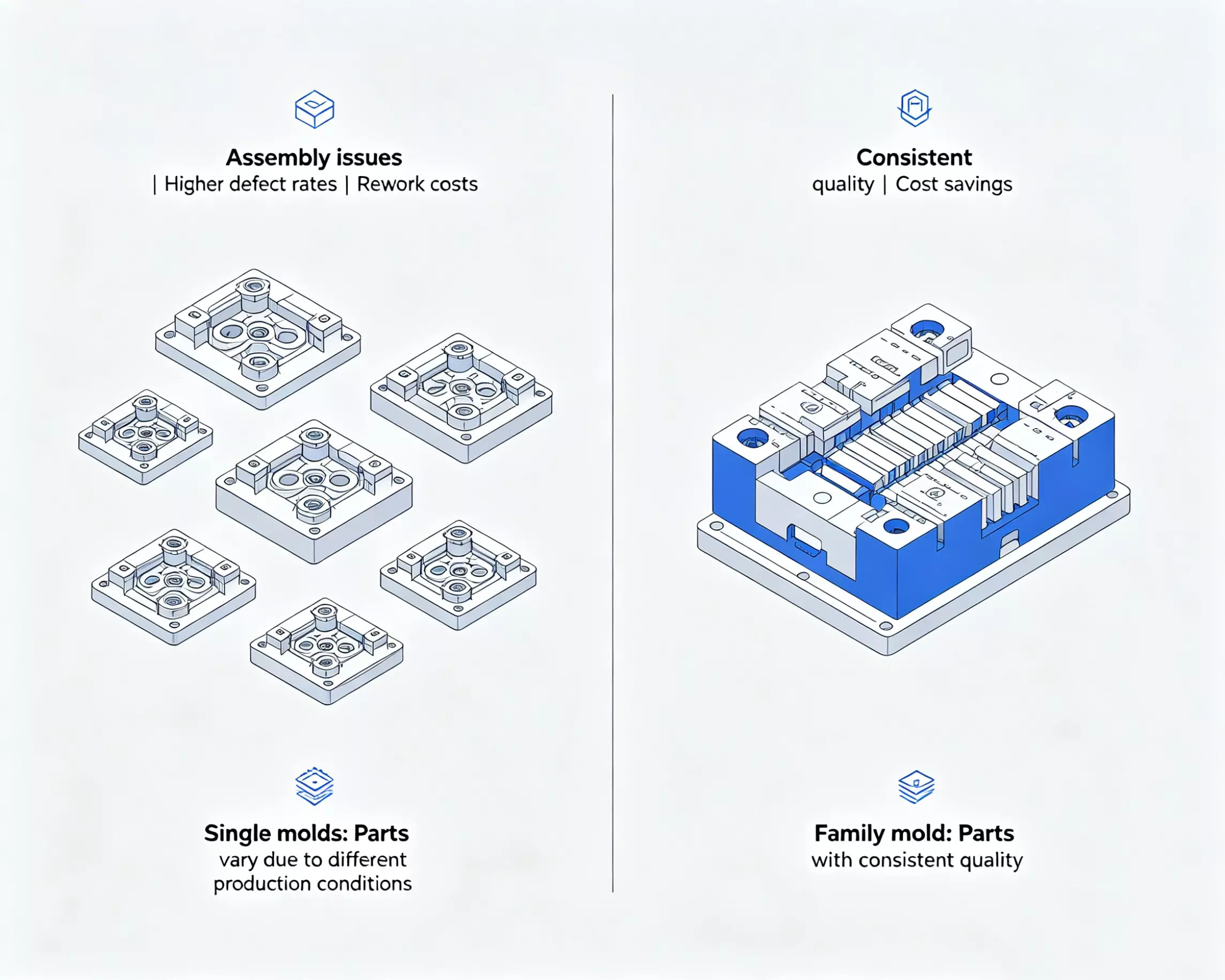
A few years ago, a client in the cosmetics packaging industry came to us with a problem. They were using single molds to produce a cap and a base for a luxury cream jar. The parts looked fine individually, but during assembly, about 10% of them wouldn't snap together correctly. The reason was simple: the cap was molded on a Monday, and the base was molded on a Wednesday. The machine, temperature, and even plastic moisture content6 were slightly different. These tiny variations created tolerance deviations that caused assembly failures7. This forced them to pay for manual sorting, rework8, and unfortunately, deal with delayed shipments to their customer. This is a classic example of hidden quality costs. With a family mold, both the cap and the base are created in the same mold, at the same time, under the exact same conditions. The steel, temperature, and pressure are identical for both parts, ensuring they are a perfect match.
Let’s compare the quality risks:
| Quality Factor | Single Molds | Family Mold |
|---|---|---|
| Molding Conditions | Inconsistent (different runs) | Unified (same cycle) |
| Part-to-Part Consistency | Lower, risk of deviation | High, stable precision |
| Assembly Failure Rate | Higher | Extremely Low |
| Rework & Defect Costs | Potential for high costs | Minimal |
| Risk of Order Delays | Higher | Lower |
This consistency is not just about quality; it's about financial predictability. A family mold minimizes the risk of budget overruns caused by rework, scrap, and angry customers, protecting your bottom line.
Does a Family Mold Offer Better Long-Term Financial Value?
When you buy a tool, you're not just paying for the mold itself. You're also paying for its upkeep, storage, and eventual replacement. It's a long-term investment that needs to be efficient.
Yes, a family mold has superior long-term financial value due to its efficient design. Sharing a single mold base, cooling system, and ejector system reduces maintenance and storage costs. This simplified structure results in a more stable, longer-lasting tool with lower lifecycle depreciation costs.
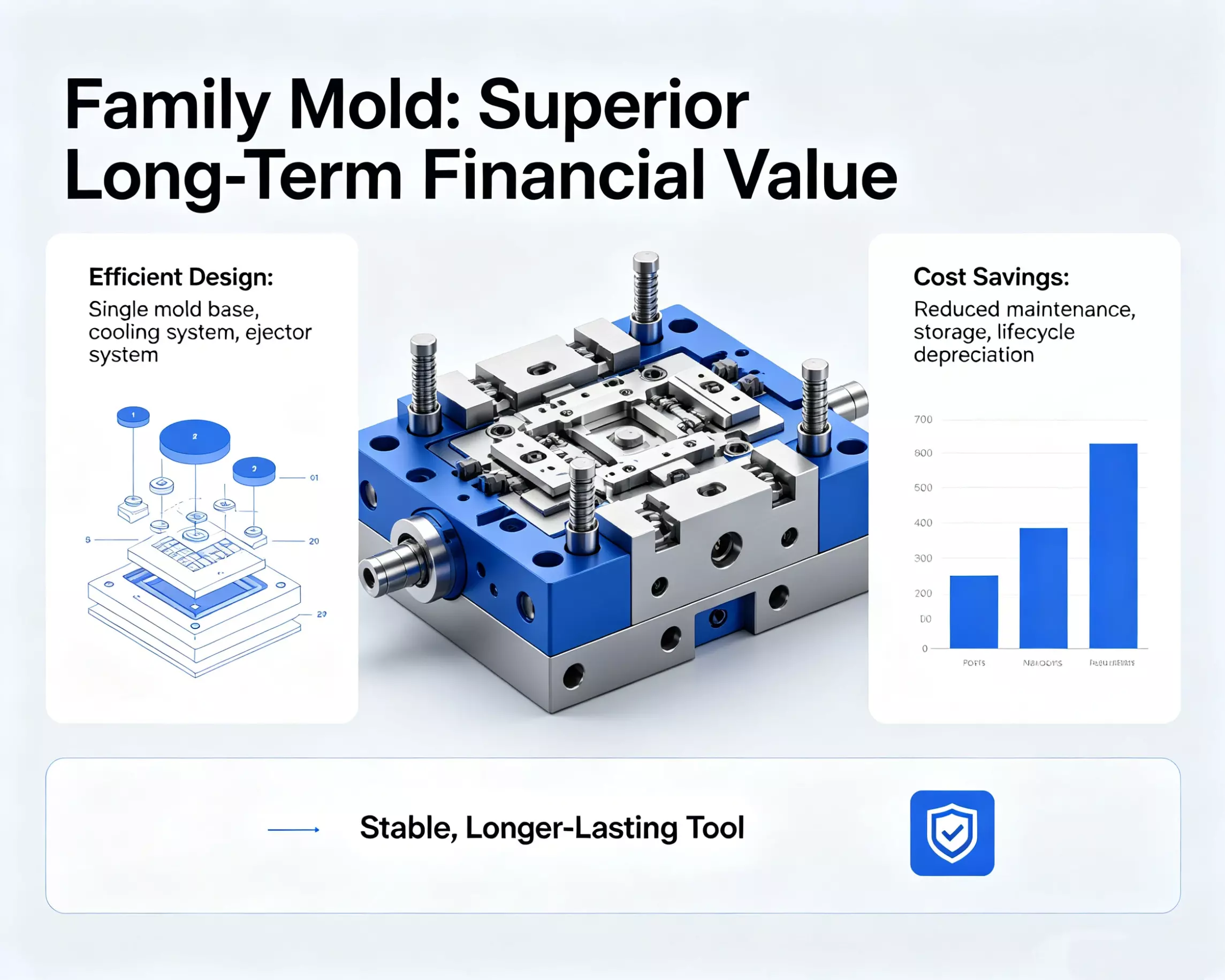
Think about it like this: if you need three parts, choosing single molds is like buying three separate cars. You have three engines, three sets of tires, and three separate maintenance schedules. It's a lot to manage and pay for. A family mold is more like a single, efficient van that carries all three passengers. It has one engine and one set of tires. The cost of maintenance and spare parts is naturally lower. Each single mold needs its own mold base, guide pins, cooling channels, and ejector system. These are all components that wear out and need maintenance or replacement. With three molds, you have three times the number of potential failure points and three times the spare parts inventory. A family mold shares these core structures. There's only one mold base to store and one cooling system to maintain. This shared design is not only more efficient but also more robust, often leading to a longer, more predictable service life. This means you avoid the cost of rebuilding or replacing tools prematurely, saving you from major re-investment down the road.
Here is how the lifecycle costs stack up:
| Lifecycle Cost Factor | Single Molds (Set of 3) | Family Mold (1) |
|---|---|---|
| Core Components | 3 Mold Bases, 3 Cooling Systems | 1 Mold Base, 1 Cooling System |
| Maintenance Needs | Higher (more parts to service) | Lower (fewer, shared parts) |
| Storage Space | Requires more space | More compact |
| Spare Parts Inventory | Larger and more complex | Simpler and smaller |
| Depreciation Efficiency | Lower | Higher |
When you look at the total cost of ownership over five or ten years, the family mold's efficiency in maintenance, storage, and longevity presents a clear financial advantage.
Conclusion
While single molds have a lower entry price, family molds consistently deliver greater savings across the production lifecycle through operational efficiency, superior quality control, and reduced long-term maintenance costs.
---"Strategies for Injection Molding Cost Reduction | Thogus", https://www.thogus.com/blog/post/strategies-for-injection-molding-cost-reduction/. A source on injection-mold tooling economics or total cost of ownership should support that multi-cavity or family tooling can reduce per-part lifecycle cost by spreading setup and operating costs over more parts, although the conclusion depends on production volume, part geometry, and mold balancing. Evidence role: general_support; source type: paper. Supports: A family mold often saves more money over the full production lifecycle despite a higher initial investment.. Scope note: Contextual support only; it would not prove that a family mold is cheaper for every project. ↩
"How to Estimate Injection Molding Cost? - Formlabs", https://formlabs.com/global/blog/injection-molding-cost/. A plastics manufacturing or tooling reference should document that more complex molds, such as family or multi-cavity tools, generally require higher design and fabrication investment than simpler single-part molds; the source should note that actual tool cost varies by part complexity and material requirements. Evidence role: general_support; source type: education. Supports: Family molds usually require a higher initial tooling investment than single molds.. Scope note: The relationship is general and may vary by mold size, cavitation, and engineering complexity. ↩
"Advanced Injection Molding Methods: Review - PMC", https://pmc.ncbi.nlm.nih.gov/articles/PMC10489002/. A production-costing or manufacturing reference should support that setup time, labor, machine downtime, and inspection or quality-control activities are standard contributors to injection-molding production cost; it would provide cost-category support rather than a project-specific savings estimate. Evidence role: general_support; source type: education. Supports: Machine setup, labor, and quality-control activities are recurring cost drivers in injection molding.. Scope note: This would identify recognized cost drivers but not quantify savings for the article’s example. ↩
"Reducing the Product Changeover Time Using Smed 5S Methods in ...", https://www.academia.edu/59581841/Reducing_the_Product_Changeover_Time_Using_Smed_5S_Methods_in_the_Injection_Molding_Industry. A lean-manufacturing or injection-molding setup-time source should support that mold changes can create nonproductive machine downtime and that setup reduction is a recognized productivity issue; the evidence should be treated as general because downtime varies by machine, tool size, and shop practice. Evidence role: mechanism; source type: paper. Supports: Mold swapping in injection molding can create significant machine downtime.. Scope note: General support only; actual downtime can range widely across facilities. ↩
"Effect of Process Parameters on Dimensional Accuracy and Tensile ...", https://www.academia.edu/96526468/Effect_of_Process_Parameters_on_Dimensional_Accuracy_and_Tensile_Strength_of_FDM_Printed_Parts. A polymer-processing source should support that injection-molded part dimensions and quality are affected by process conditions such as melt temperature, mold temperature, pressure, cooling time, and material moisture; this provides mechanistic support for variation between separate runs. Evidence role: mechanism; source type: paper. Supports: Parts molded in separate tools or runs can vary because production conditions affect molded-part dimensions and quality.. Scope note: It supports the possibility and mechanism of variation, not the frequency implied by “often.” ↩
"Advanced Injection Molding Methods: Review - PMC", https://pmc.ncbi.nlm.nih.gov/articles/PMC10489002/. A polymer-processing or materials source should support that moisture in hygroscopic plastics can affect injection-molding performance and part quality, including defects or dimensional effects; the relevance depends on the specific resin used. Evidence role: mechanism; source type: education. Supports: Differences in plastic moisture content can influence injection-molded part quality.. Scope note: Only applies directly to moisture-sensitive polymers; not all plastics are equally hygroscopic. ↩
"Tolerance Stackup Analysis: Preventing Quality Disasters", https://shamrockprecision.com/manufacturing-precision-tolerances-that-destroy-product-quality-and-profitability/. A design-for-manufacturing or mechanical-tolerancing source should support that dimensional tolerances affect fit and assembly performance, and that deviations can cause assembly defects; it would support the general engineering principle rather than the specific cosmetics-packaging anecdote. Evidence role: mechanism; source type: education. Supports: Tolerance deviations in molded parts can cause fit and assembly failures.. Scope note: General engineering support; it does not verify the described client case or the 10% figure. ↩
"Cost of Poor Quality: How to Calculate and Reduce COPQ", https://www.jamasoftware.com/blog/cost-of-poor-quality/. A quality-management or manufacturing-cost source should support that defects can generate internal failure costs such as sorting, rework, scrap, and delayed production; this supports the cost category but not the specific client example. Evidence role: general_support; source type: institution. Supports: Defects in production can lead to manual sorting, rework, and other internal failure costs.. Scope note: Supports recognized quality-cost categories, not the exact amount or occurrence in the anecdote. ↩









