





Picking the wrong injection molding partner costs you time and money. Imagine bad parts and project delays. These seven questions will help you choose the right manufacturer from the start.
To choose the right custom injection molding manufacturer, you must ask specific, technical questions. Go beyond the price quote. You need to understand their engineering process, quality control, communication style, and long-term support. Asking these seven questions reveals their true capabilities and protects your investment.

Finding a new manufacturing partner can feel like a huge risk. Over my 15 years in the custom molding industry, I've seen clients come to us after being burned by suppliers who promised a low price but delivered major headaches. The initial quote is only a small part of the story. A true partnership is built on transparency, engineering expertise, and a shared commitment to quality. The right questions cut through the sales pitch and show you who you're really dealing with. This guide is built from our experience at Ambition Industrial, helping clients like you make the right choice from day one, so you can avoid costly mistakes and get your product to market successfully.
Are You Asking About Their Design for Manufacturability (DFM) Process?
Your design looks perfect on screen, but will it work in the real world? A poor DFM review can lead to production nightmares, wasting thousands on a flawed mold.
Ask for a detailed Design for Manufacturability (DFM) report before committing to tooling. A genuine partner will analyze your design for wall thickness, undercuts, and material flow to prevent problems, not just point them out later. This report is proof of their engineering expertise.

A DFM report is more than just a checklist; it's the first and most critical conversation you'll have with your manufacturer. A good partner doesn't just say "yes" to your design. They challenge it. They act as an extension of your engineering team. For example, I remember a project with a client developing a new electronic enclosure. Their design was beautiful but had a few sections with very thick walls right next to thin ones. A lazy manufacturer would have just built the mold. We, however, flagged this in our DFM. We explained that this would lead to sink marks and long cooling times, increasing the piece-part price.
Our DFM report isn't a simple pass/fail document. It's a detailed guide.
What a Real DFM Report Covers
| Feature Analyzed | Why It Matters | Our Approach |
|---|---|---|
| Wall Thickness | Prevents sink marks, warping, and inconsistent parts. | We use simulation software to highlight areas that are too thick or thin and suggest uniform thickness. |
| Draft Angles | Ensures the part can be ejected from the mold without damage. | We recommend minimum draft angles based on material and surface texture. |
| Undercuts | Identifies features that complicate mold design and increase cost. | We explore alternatives or design solutions like slides or lifters, explaining the cost trade-offs. |
| Gate Location & Type | Affects part appearance, strength, and filling. | We propose optimal gate locations to hide blemishes and ensure complete material flow. |
A manufacturer who provides this level of detail upfront isn't just a supplier; they are a partner invested in your product's success from the very beginning.
How Do They Select Mold Steel for Your Production Volume?
You received a quote that seems too good to be true. The factory might be using cheap mold steel that will wear out long before your production run is finished, forcing expensive repairs.
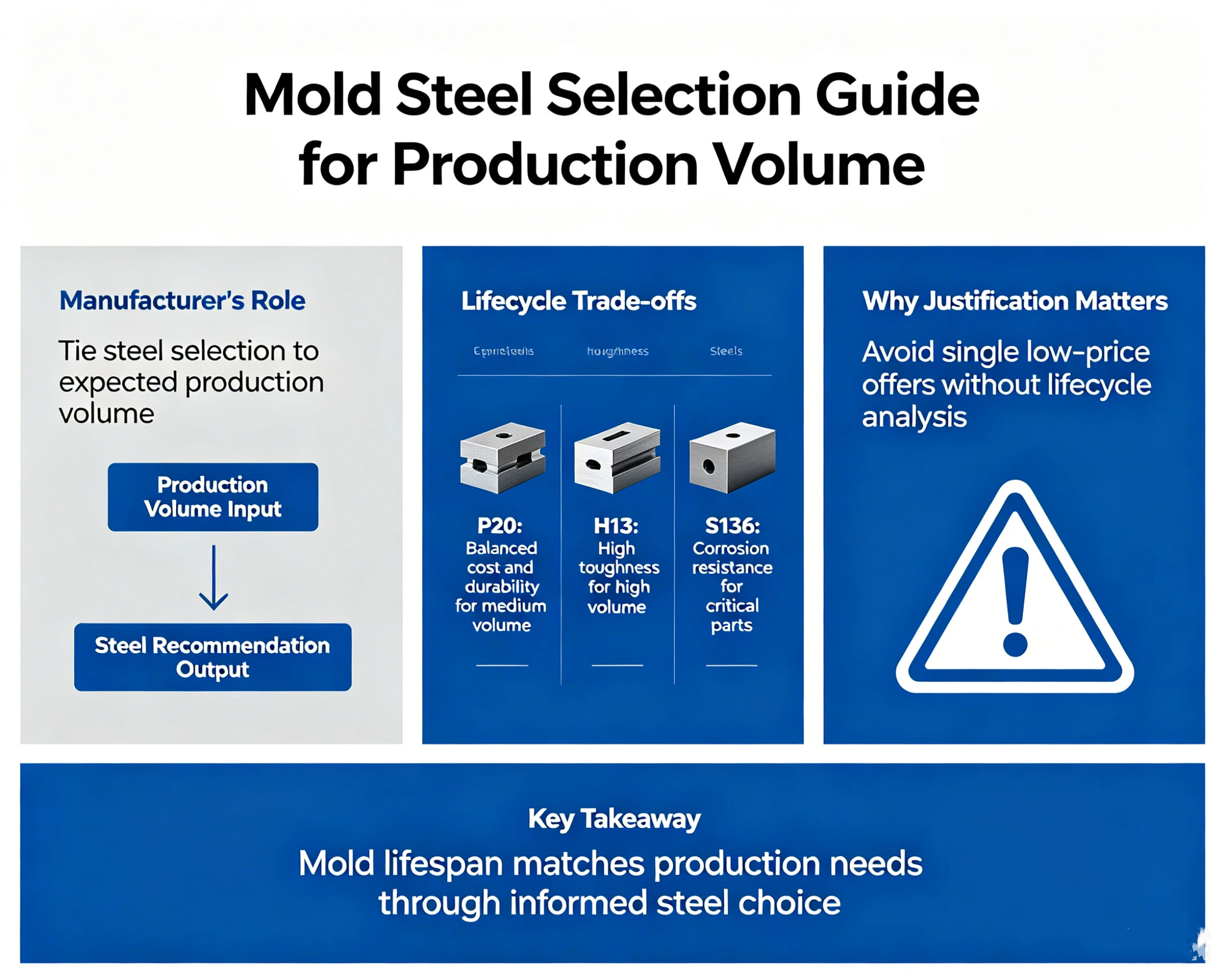
A good manufacturer ties mold steel selection to your expected production volume. They should explain the lifecycle trade-offs between different steels like P20, H13, or S136, not just offer a single, low price without justification. This ensures your mold lasts as long as you need it.
The choice of steel is fundamental to the life of your mold and the total cost of your project. It's a conversation I have with every single client. Simply asking for "the cheapest option" is a recipe for future problems. A mold isn't just a one-time expense; it's an asset that needs to perform for a specific number of cycles. A client once needed 500,000 parts annually for a new cosmetic container. A competitor quoted them a very low price for the tool. I knew that price was only possible with a softer steel like P20. We explained that while P20 is great for prototypes or low-volume runs (under 50,000 shots), it would never withstand their required volume. It would start to fail, causing part quality to degrade and eventually stopping production for repairs.
We proposed using hardened H13 steel for the core and cavity. Yes, the upfront tool cost was higher, but we showed them the math.
Matching Steel to Production Needs
| Steel Type | Typical Lifespan (Shots) | Best Use Case | Cost Factor |
|---|---|---|---|
| P20 | 50,000 - 100,000 | Prototypes, Low-Volume Production | Low |
| H13 (Hardened) | 500,000 - 1,000,000 | High-Volume, Abrasive Materials | Medium |
| S136 (Stainless) | 1,000,000+ | High-Volume, High-Polish, Medical | High |
By choosing H13, the client avoided the certain downtime and rework costs associated with the cheaper option. A trustworthy manufacturer educates you on these choices, aligning the investment with your business goals, not just winning the project on a low, unrealistic price.
Can They Prove Their Quality Control Process?
Every supplier says they have "good quality." But without proof, these are just empty words. A single bad batch of parts can ruin your product launch and your brand's reputation.
Ask to see a sample First Article Inspection (FAIR) report and an in-process quality control plan from a similar project. This shows you if their dimensional reporting is thorough, if their equipment is calibrated, and if quality checks are integrated throughout the process.
Talk is cheap, but data is undeniable. When a potential client asks me about quality, I don't just give them a tour of our QC lab. I show them the paperwork. A FAIR is the birth certificate of your part; it proves that the tool can produce a part that matches your CAD model's every dimension. A weak FAIR with only a few measurements is a huge red flag. It means the supplier isn't checking critical features or, worse, doesn't have the equipment to do so. We once took over a project for a toy developer whose previous supplier kept shipping parts that didn't fit together. The problem? Their "inspection" was just a visual check. They never measured the critical snap-fit features.
Our process is built on data and prevention, not just detection at the end.
Elements of a Robust QC System
- Raw Material Certification: We start by verifying the material. We provide certificates (RoHS, REACH) to prove the plastic resin is what you specified and meets all standards.
- Comprehensive FAIR: Our FAIRs include dozens or even hundreds of measurements, depending on part complexity. We use CMM machines, projectors, and calipers, and we provide a "bubble drawing" that clearly links each dimension on your print to our report.
- In-Process Checks: Quality isn't a one-time event. We establish control plans that require our machine operators to check and document critical dimensions every hour or every 100 parts. This catches any drift in the process before it creates a mountain of bad parts.
A supplier who hesitates to show you these documents may be hiding a weak process. A partner who proudly shares them is confident in their ability to deliver consistent quality.
Who Will Be Your Point of Contact and How Will They Communicate?
You're thousands of miles away from the factory. A simple question gets lost in translation or goes unanswered for days. This communication gap creates delays, frustration, and costly mistakes.
Ask who your single point of contact will be and how they communicate progress. You need a dedicated project engineer, not just a salesperson, who provides weekly updates with photos, and communicates technical details clearly in English. This ensures you're always in control.
Nothing is more frustrating than a communication black hole. When your project is underway, you need clear, consistent, and technical information. A common failure point I see with other factories is that the client only ever talks to the sales representative. The salesperson is great at closing the deal, but they often can't answer a detailed engineering question. The question has to go from the client to the salesperson, then to a project manager, then to an engineer, and the answer has to travel all the way back. Every step is a chance for a misunderstanding. That’s why at Ambition Industrial, we assign a dedicated, English-speaking project engineer to every single project.
This person is your direct link to the factory floor. They are responsible for your project's success.
What Great Communication Looks Like
| Communication Channel | Frequency | Content | Purpose |
|---|---|---|---|
| Weekly Progress Report | Every Friday | Photos/videos of mold build, Gantt chart update. | Provides full transparency on the schedule and status. |
| Instant Messaging (e.g., WhatsApp/Skype) | As needed | Quick questions, urgent issues. | Real-time problem solving and quick decisions. |
| Formal Email | As needed | Design changes, official approvals. | Creates a clear, documented record of all key decisions. |
| Video Calls | On-demand | DFM review, sample review, problem-solving sessions. | Allows for in-depth technical discussions with screen sharing. |
When we had a complex automotive interior part project, our assigned project engineer sent weekly videos walking the client through the mold machining progress. When we ran the first samples, he was on a live video call with the client, measuring the parts and discussing fitment in real-time. This level of direct, expert communication eliminates guesswork and builds the trust needed for a successful long-distance partnership.
How Do They Handle Mid-Project Design Changes?
You've just realized you need to make a change to your design, but the mold is already being built. A rigid or dishonest supplier can turn this into a huge, expensive problem.
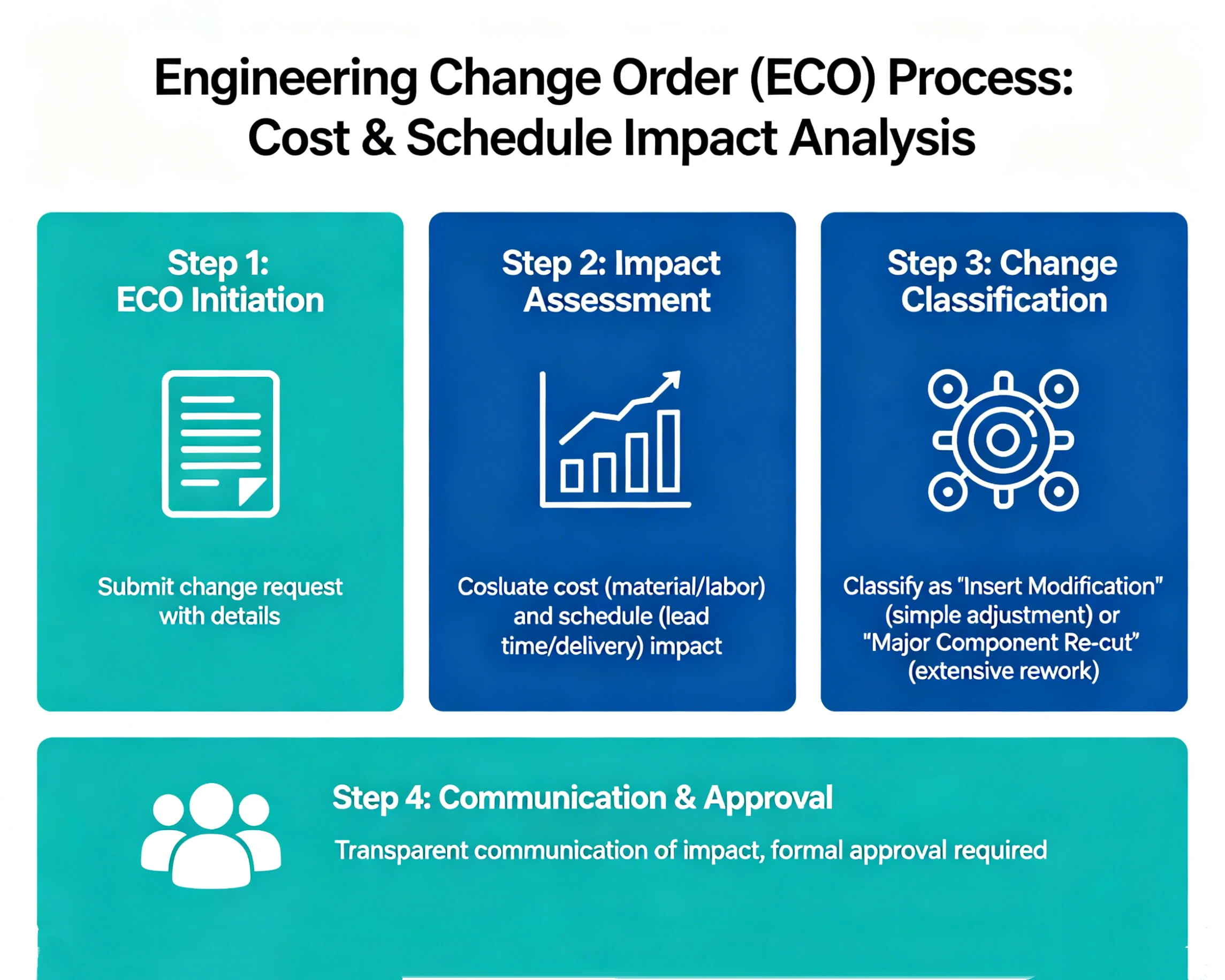
Ask how they handle the engineering change order (ECO) process, including cost and schedule impact. A reliable partner has a clear, documented process and will tell you honestly if a change requires a simple insert modification or re-cutting a major component.
Design changes happen. It’s a normal part of product development. The real test of a manufacturer is how they react. A bad partner sees a design change as a chance to charge excessive fees and blame you for delays. A good partner sees it as a problem to be solved together. They have a formal Engineering Change Order (ECO) process that provides clarity and fairness. I recall a client in the electronics space who needed to add a new opening for a port after we had already started cutting the mold steel. They were very nervous to tell us.
Instead of just giving them a high price, our engineering team immediately evaluated the request. We analyzed the mold design and determined that the change was located in a replaceable insert within the mold.
The Anatomy of a Fair ECO Process
- Formal Request: The client submits a new CAD file and a description of the change.
- Engineering Evaluation: Our team analyzes the mold design to determine the most efficient way to make the change. We determine if it's a "steel-safe" change (removing metal) or if it requires welding and re-machining, or a new insert.
- Clear Quotation: We provide a detailed quote that breaks down the cost.
- Engineering Time: The time to redesign the affected part of the mold.
- Labor: The hours required for machining, EDM, polishing, etc.
- Material: The cost of any new steel inserts, if needed.
- Schedule Impact: We provide a clear estimate of how many days the change will add to the mold build timeline.
- Formal Approval: The work only begins after the client signs off on the ECO, so there are no surprises.
For that electronics client, we quoted them for a small, new insert and a few days of labor. We also clearly stated it would add five days to the delivery schedule. They were relieved. The transparency of the process gave them the confidence that we were working with them, not against them.
Can They Show a History of Post-Launch Optimization?
Your mold is approved and you're in production. Is that the end of the relationship? A "run and done" supplier will just make parts. A true partner will help you make them better and cheaper over time.
Ask for a case study where they reduced a customer’s piece-part cost through optimization after production started. A great factory proactively suggests things like cycle time reduction or gate modifications, instead of just running the mold as is. They see the relationship as a long-term partnership.

The launch of your product is not the finish line. As you get market feedback and your volumes grow, opportunities for optimization will appear. A passive supplier will wait for you to tell them what to do. A proactive partner will bring ideas to you. They are always thinking about how to make your product more efficiently. We had a client with a STEM toy that was selling much better than expected. They came to us asking to build a second, identical mold to double their capacity. This would have been a huge, expensive project for them.
Instead of just taking the order, our production team analyzed their existing process. We saw an opportunity. The part had a long cooling time because of one thick section.
Pathways to Piece-Part Cost Reduction
- Cycle Time Reduction: This is the most common and effective method.
- How it works: We analyze the molding process using our machine data. We might experiment with cooling channel temperatures, injection speeds, or holding pressures. Shaving even a few seconds off each cycle adds up to massive savings over a run of 100,000 parts.
- Our suggestion: We proposed a minor modification to the mold's cooling channels directly under the thick section.
- Material Savings: We can review if a less expensive, but equally functional, material can be used, or if we can reduce material usage through gate or runner optimization.
- Increasing Cavitation: For the toy client, instead of a new tool, we suggested modifying the existing tool to add a second cavity.
The result for the toy client? The mold modification cost them less than 20% of a brand new tool. We also managed to reduce the cycle time by 15%. They doubled their output capacity for a fraction of the expected cost, directly increasing their profit margin. A manufacturer that thinks like this is invested in your business's growth, not just in selling you another mold.
What Does Their Mold Warranty and Post-Delivery Support Look Like?
The mold is finally delivered to your factory. But what happens if a pin breaks or a surface wears down after 100,000 cycles? Without a clear warranty and support plan, your production line could grind to a halt.
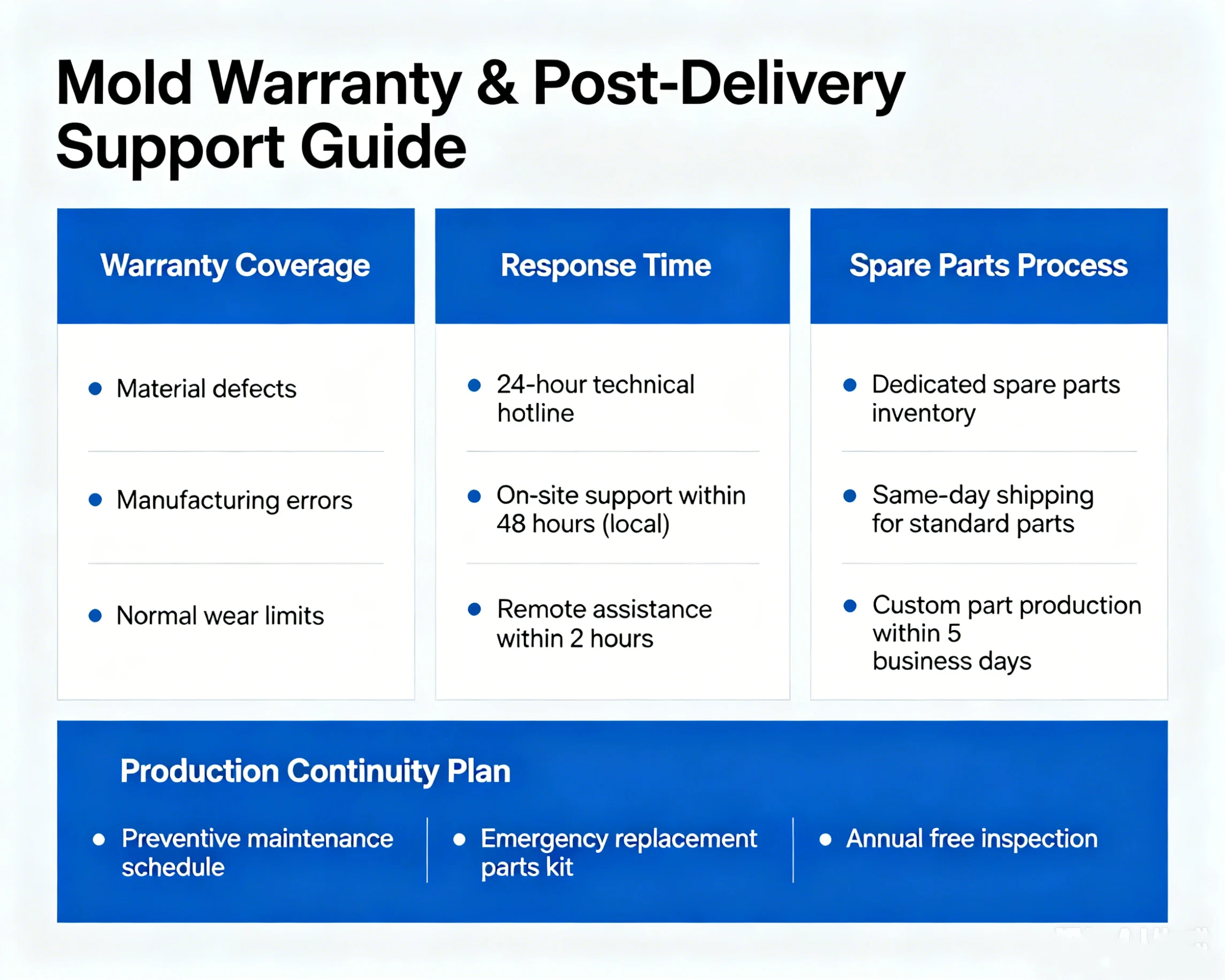
Ask how they structure their mold warranty and what post-delivery support includes. You need absolute clarity on what's covered, response times, and their process for providing spare parts. A good partner has a plan to keep your production running long after the final payment.
A mold is a complex piece of machinery with moving parts that operate under intense heat and pressure. Wear and tear is inevitable. The critical difference between a good and bad supplier is how they plan for and react to this reality. A vague promise of "we'll support you" is not enough. You need a detailed warranty that feels more like a service level agreement. Imagine your mold goes down during your peak production season. Every hour of downtime costs you money and risks your relationship with your customers. You can't afford to wait weeks for a replacement part to be shipped from overseas.
This is why we structure our mold support system to be as robust as our molds themselves. Our warranty isn't just a document; it's a system.
Key Components of a Strong Mold Warranty
| Support Feature | What It Is | Why You Need It |
|---|---|---|
| Shot-Count Guarantee | A written promise that the mold will last for a specific number of cycles (e.g., 500,000 shots). | This is tied to the steel selection. It guarantees you get the lifespan you paid for. |
| Spare Parts Package | A set of critical wear items (e.g., ejector pins, gate inserts) delivered with the mold. | This allows you to perform immediate, simple repairs on-site without waiting for shipping. |
| Digital Mold File | A complete, final 3D file of the mold as-built, including all components. | If a complex, non-wear part breaks, you can have it machined locally in an emergency. |
| Remote Support | Fast response via email or video call from the original project engineer to diagnose problems. | Ensures the person who knows the mold best is helping you troubleshoot. |
We had a client in the automotive aftermarket who had a mold pin break after about 200,000 cycles. It was a standard wear item. Because we had provided them with a spare parts package at the time of delivery, their own maintenance team was able to replace the pin in under an hour. Production was barely interrupted. A supplier who thinks ahead and provides this level of support is a true partner in manufacturing.
Conclusion
Choosing the right manufacturer comes down to asking the right questions. By digging deeper into their engineering, quality, communication, and support, you can find a true partner, not just a supplier.









