

Struggling to find a plastic that’s both strong and tough? A bad choice can lead to product failure and high costs, a risk no project manager wants to take.
ABS (Acrylonitrile Butadiene Styrene) is a versatile thermoplastic known for its excellent impact resistance, structural strength, and high-quality surface finish. Its balanced properties make it a top choice for consumer electronics, automotive parts, and durable toys, providing reliability and a premium feel.
I've been in the custom molding industry for over 15 years, and ABS is a material I turn to again and again. Its unique characteristics solve many design challenges, but understanding them is key to success. We need to go beyond the datasheet to see how it really performs in a real-world manufacturing setting. Let's dive deeper into what makes ABS such a powerful choice for demanding applications and how you can leverage its properties for your next project.
How does ABS perfectly balance strength and toughness?
Many plastics force a compromise. You get strength, but it's brittle and cracks easily. Or you get toughness, but it's too flexible for structural parts. This can compromise your product's design.
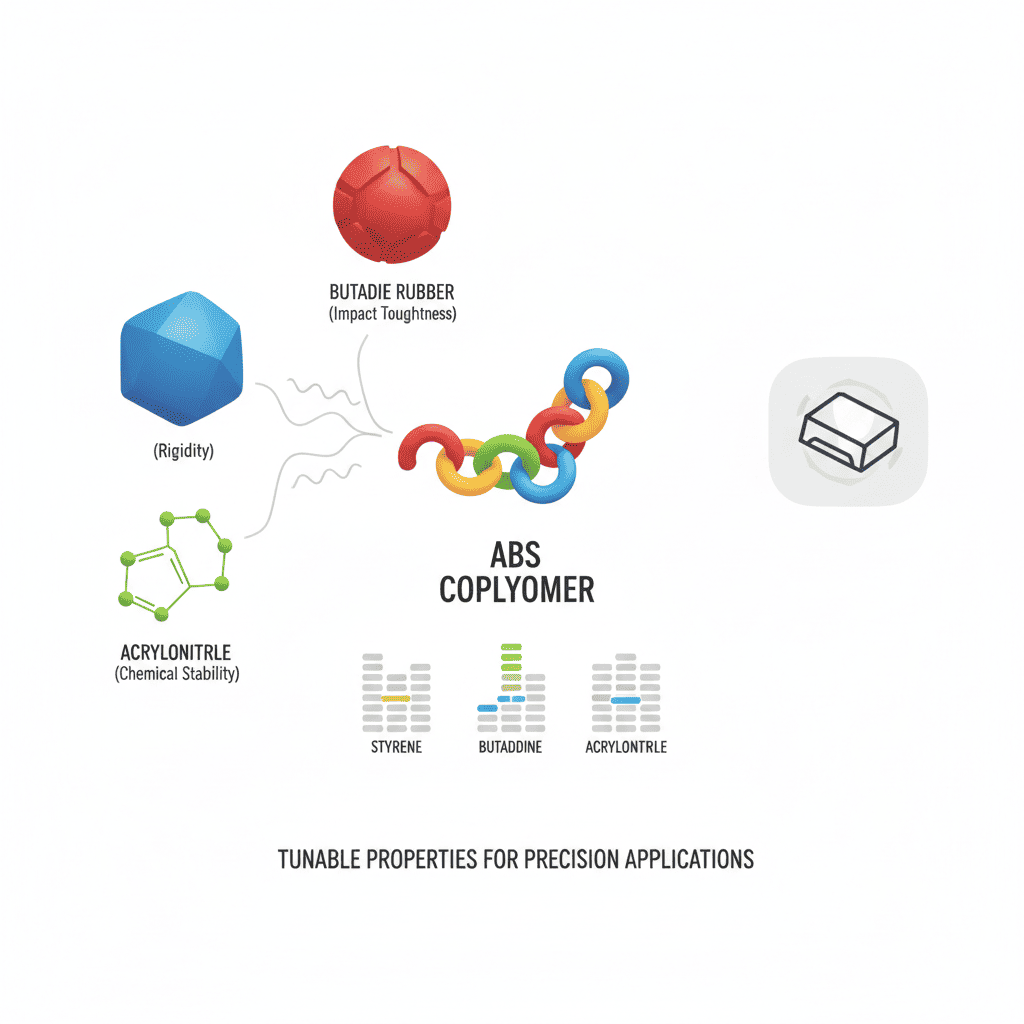
ABS achieves its unique balance by combining three different materials. It gets rigidity from styrene, impact toughness from butadiene rubber, and chemical stability from acrylonitrile. By adjusting their proportions, we can precisely tune the final properties for a specific application.
I remember working with a STEM toy developer a few years ago. They needed a material for a robotics kit. The parts had to be strong enough to hold small motors and gears, but also tough enough to survive being dropped by kids. It was a classic strength vs. toughness problem. We chose a specific grade of ABS because we could get that perfect balance. It’s not just a simple mix; it's a precise synergy.
The Power of Three Monomers
Each component in ABS plays a distinct role. Think of them as a team where each member has a special skill. We call this a terpolymer.
- Acrylonitrile: This provides chemical resistance and thermal stability. It helps the final product resist oils, fats, and certain chemicals, and it also helps it hold its shape at higher temperatures.
- Butadiene: This is the rubbery component. It provides the toughness and impact strength. It's what allows an ABS part to bend and absorb shock without shattering.
- Styrene: This provides the rigidity, hardness, and glossy finish. It gives the plastic a solid structure and makes it easy to process.
Tuning the Balance for Your Product
The real advantage of ABS is that it’s not a one-size-fits-all material. By adjusting the ratio of these three monomers, we can create different grades of ABS tailored for specific needs. If a product needs extreme impact resistance, like a protective case, we increase the butadiene content. If it needs to be very rigid and have a high-gloss finish, like a cosmetic package, we focus on the styrene.
| Component | Primary Contribution | Benefit for Your Product |
|---|---|---|
| Styrene | Rigidity & Gloss | Provides a solid structure and a premium surface feel. |
| Butadiene | Toughness & Impact | Prevents cracking or breaking when dropped or hit. |
| Acrylonitrile | Chemical & Heat Resistance | Ensures durability against everyday substances and heat. |
This ability to fine-tune the material is what allows us, as manufacturers, to deliver a product that performs exactly as our clients envision.
Why is ABS so easy to use in injection molding?
You've designed a complex part with fine details, but you're worried about production. Many plastics struggle to fill intricate molds, leading to defects, incomplete parts, and costly production delays.
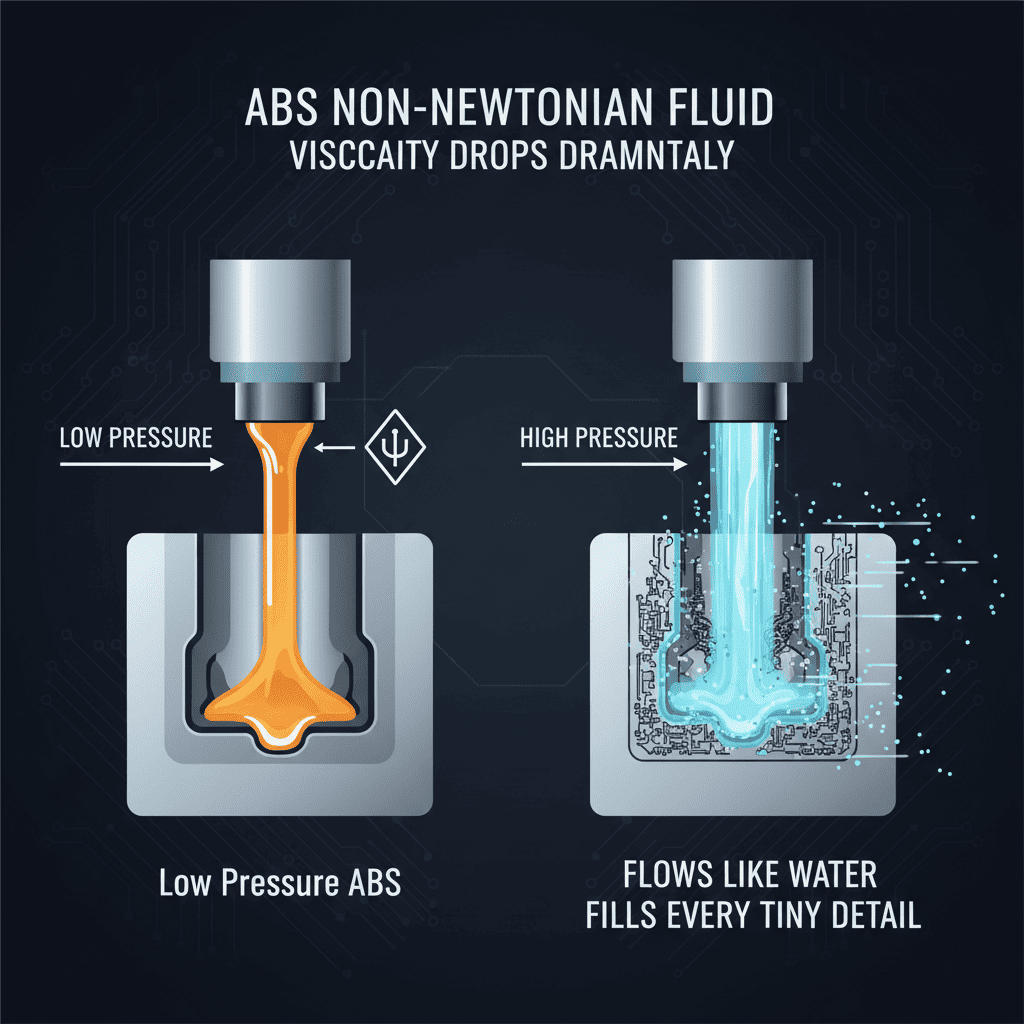
ABS is a non-Newtonian fluid, which is a technical way of saying its flow changes under pressure. During high-pressure injection1, its viscosity drops dramatically, allowing it to flow like water. This ensures it fills every tiny detail of a complex mold with ease.
This flow behavior, known as shear thinning, is a mold maker's best friend. I recall a project for an electronics company that involved an enclosure with very thin cooling vents and multiple internal screw bosses. The client was concerned about getting a complete part. We explained how the shear-thinning nature of ABS was perfect for this. Once the high-pressure injection started, the material flowed effortlessly into every tiny crevice. When the pressure was released for cooling, its viscosity increased again, helping it hold its shape perfectly. This property is key to making complex designs a reality.
Understanding Shear Thinning
Think of ketchup in a glass bottle. It’s thick and doesn't want to come out. But once you give it a good shake or smack (applying shear force), it flows out easily. ABS melt behaves in a very similar way.
- At Rest: Before injection, the ABS melt is thick and viscous.
- Under High Shear: During the injection phase, the high speed and pressure act as a shear force. This force causes the long polymer chains to align, drastically reducing the viscosity. The material becomes very fluid.
- Shear Removed: Once the mold is filled and the injection stops, the shear force is gone. The polymer chains relax, and the material’s viscosity quickly returns, helping it solidify and hold the fine details of the mold during the packing and cooling stage.
Optimizing the Molding Process
Understanding this property allows us to optimize the injection molding parameters for the best results. We don't have to rely on excessively high temperatures, which can degrade the material. Instead, we can use injection speed and pressure to control the flow.
| Process Parameter | Effect on ABS Flow | Why It Matters |
|---|---|---|
| Injection Speed | Higher speed = Lower viscosity | Allows for faster filling of complex and thin-walled parts. |
| Injection Pressure | Higher pressure = Lower viscosity | Helps push the material into far-to-reach areas of the mold. |
| Melt Temperature | Higher temp = Lower viscosity | A secondary control, but speed and pressure are more effective. |
By mastering these variables, we can manufacture high-quality, defect-free ABS parts consistently. It transforms a potential manufacturing headache into a smooth and efficient process, which is critical for meeting the tight deadlines our clients in the automotive and electronics industries demand.
How does ABS maintain its shape after molding?
Your product needs to hold tight tolerances. If parts warp or shrink unpredictably after molding, they won't fit together correctly. This can lead to assembly issues and product failures.
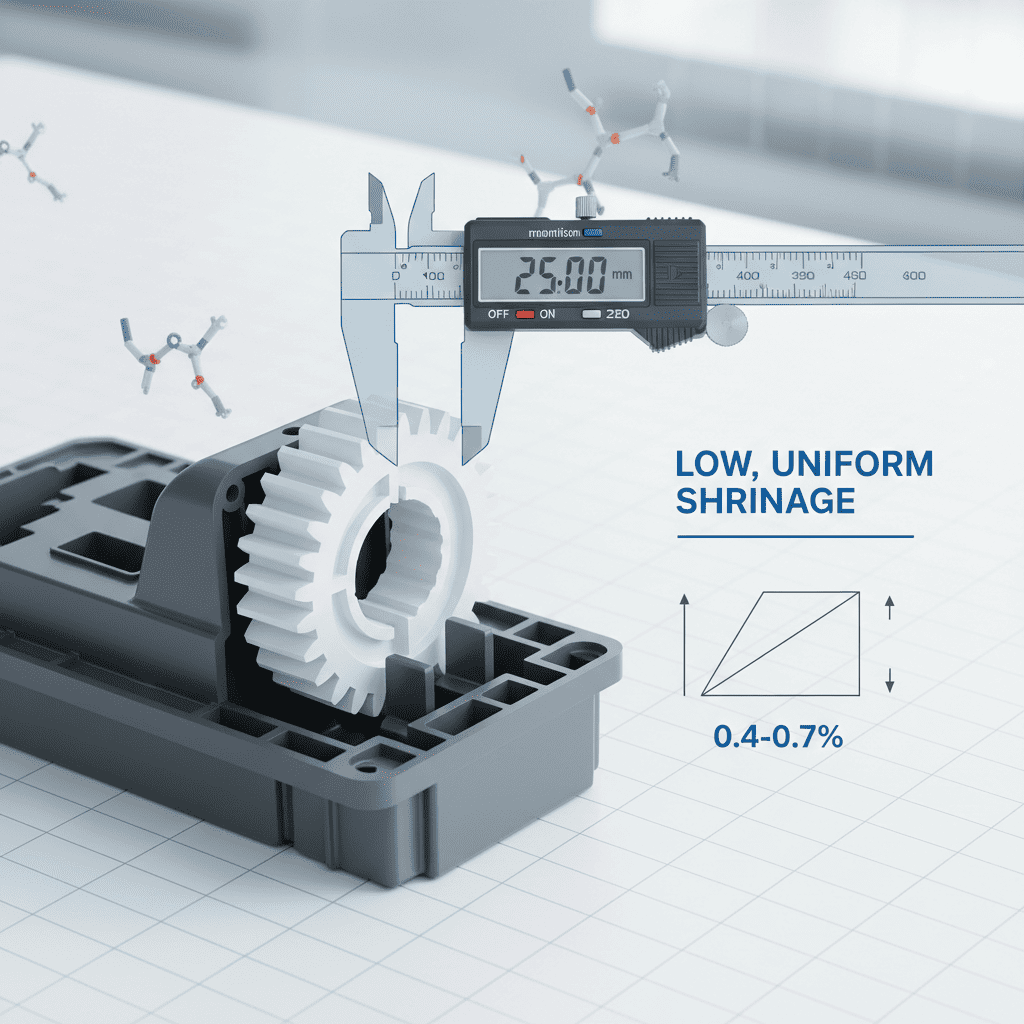
As an amorphous polymer, ABS has excellent dimensional stability. It lacks a sharp melting point and has a low, uniform shrinkage rate of about 0.4-0.7%. This means parts hold their intended shape and size very well after cooling, which is critical for precision assemblies.
This stability is one of the main reasons we recommend ABS for products with interlocking parts or tight-fitting enclosures. I worked with a client developing a new cosmetic container with a complex snap-fit lid. The fit had to be perfect—secure enough to prevent leaks but easy enough for a customer to open. Because ABS is amorphous, its shrinkage is predictable and doesn't vary much with flow direction. This allowed us to design the mold with extreme precision, knowing the final parts would match the design and fit together flawlessly, every single time.
Amorphous vs. Crystalline Structure
To understand why ABS is so stable, you need to know the difference between amorphous and crystalline plastics.
- Crystalline Plastics (like Nylon or PP): These have organized, tightly packed molecular chains. They have a sharp melting point. When they cool, this organized structure causes them to shrink significantly and often unevenly (different shrinkage in the direction of flow vs. across the flow). This can lead to warping.
- Amorphous Plastics (like ABS or PC): These have a random, tangled molecular structure, like a plate of spaghetti. They don’t have a sharp melting point; they just get softer over a range of temperatures (known as the Glass Transition Temperature, or Tg). Because they don't form crystals when they cool, their shrinkage is much lower and more uniform.
The Importance of Glass Transition Temperature (Tg)
The Glass Transition Temperature (Tg) for ABS is typically around 105°C (221°F).
- Below Tg: The material is hard, rigid, and dimensionally stable. This is its normal, solid state where it resists "creep" (slow deformation under load).
- Above Tg: The material becomes rubbery and soft, allowing it to be molded.
The fact that its dimensional stability is locked in below this relatively high temperature makes it suitable for many electronic and automotive interior applications where operating temperatures can rise.
| Property | Amorphous ABS | Crystalline Plastic (Example) | Impact on Your Product |
|---|---|---|---|
| Molecular Structure | Random, tangled chains | Organized, packed chains | Predictable behavior in ABS. |
| Melting Behavior | Softens over a temperature range (Tg) | Sharp, distinct melting point | Wider processing window for molding ABS. |
| Shrinkage Rate | Low and uniform (0.4-0.7%) | Higher and non-uniform (1.5-3.0%) | ABS parts are more accurate to the mold design2 and less prone to warping. |
This inherent stability is a huge advantage. It reduces the risk of production issues and ensures the final parts we deliver to our clients are as precise as their designs.
What is the biggest weakness of ABS plastic?
You've selected ABS for its great mechanical properties. But you are unaware that certain common chemicals or even internal stress from molding can cause the parts to crack and fail unexpectedly.
The biggest weakness of ABS is its susceptibility to Environmental Stress Cracking (ESC). While generally durable, exposure to certain chemicals like esters, ketones, and some hydrocarbons can cause catastrophic failure, especially in areas with high internal stress from the molding process.

This is a critical point that is often overlooked. I learned this the hard way early in my career. A client approved a beautiful design for a housing that had sharp internal corners. The parts looked perfect coming out of the mold. However, some units were failing in the field after a few months. We discovered that a cleaning agent used nearby contained a chemical that attacked the ABS. The high stress concentrated in those sharp corners created a weak point, and the chemical exposure caused the parts to crack. It was a costly lesson in designing for the material's weaknesses, not just its strengths.
The Science Behind Stress Cracking
Environmental Stress Cracking is not a simple chemical attack or corrosion. It’s a combined effect of two things:
- Tensile Stress: This can be an external stress (like from a screw being too tight) or, more commonly, internal "molded-in" stress. This stress gets locked into the part during cooling if the mold design isn't optimized.
- Chemical Agent: The chemical itself doesn't dissolve the plastic. Instead, it acts as a plasticizer, seeping into the microscopic gaps in the polymer and making it easier for cracks to form and spread under the existing stress. The butadiene (rubber) phase in ABS is particularly vulnerable.
How to Prevent Environmental Stress Cracking
Preventing ESC requires a proactive approach that involves both design and manufacturing. It's a risk we take very seriously at Ambition Industrial because early product failure can destroy a brand's reputation.
Here’s our checklist to mitigate this risk:
| Prevention Strategy | Action | Why It Works |
|---|---|---|
| 1. Smart Product Design | Avoid sharp internal corners. Use generous radii and fillets instead. | Reduces areas of high stress concentration where cracks are likely to start. |
| 2. Optimized Mold Design | Ensure uniform wall thickness and design proper cooling channels. | Promotes even cooling, which minimizes the amount of locked-in internal stress. |
| 3. Controlled Processing | Use appropriate melt temperatures and packing pressures. Avoid over-packing the mold. | Prevents excessive stress from being introduced into the part during molding. |
| 4. Material Selection | If chemical exposure is unavoidable, consider a higher-resistance grade of ABS or a different polymer like PC/ABS. | Some grades are specifically formulated for better chemical resistance. |
| 5. Post-Molding Annealing | Heat the parts in an oven at a temperature below |





