




Struggling with defective ABS parts? Warping, poor finish, and brittleness can ruin a project and waste money. Understanding the correct temperature settings is the key to perfect injection molding.
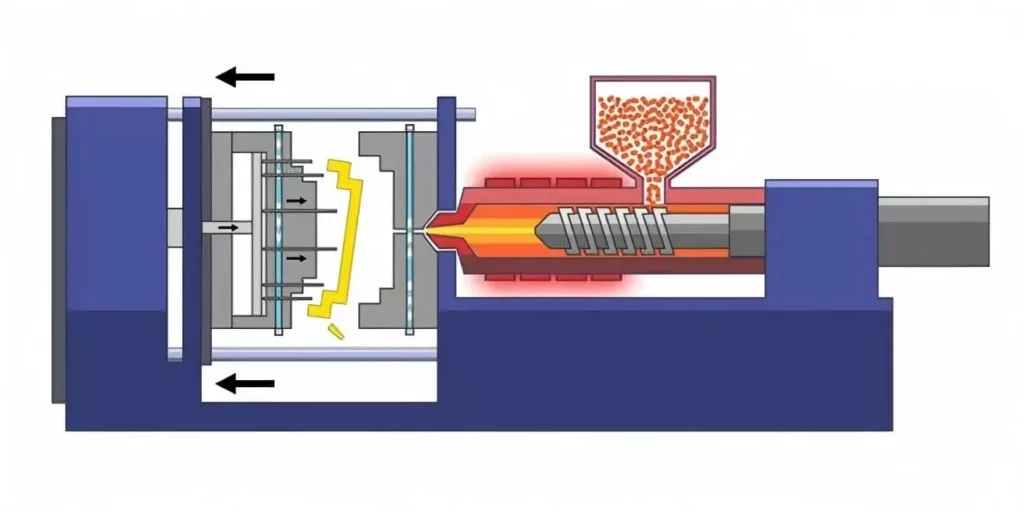
For standard ABS, the core injection molding temperature1 is between 200°C and 260°C (392°F to 500°F). This range ensures proper material flow. The specific temperature depends on the ABS grade, part complexity, and machine setup. Fine-tuning within this window is essential for quality results.

Getting that wide temperature range right is where the real skill comes in. I’ve been in this industry for over 15 years, and I can tell you it's not just about setting a single number. Success with ABS depends on managing several different temperatures across the entire process, from the barrel to the mold itself. If you get one of them wrong, the entire part can be compromised. Let's break down each temperature zone and see how they work together to create a flawless part that meets your exact specifications.
How should you set barrel temperatures2 for ABS molding?
Setting one temperature for the entire barrel is a recipe for problems. This can lead to uneven melting, material degradation, or poor flow. Using specific temperature zones ensures a smooth, consistent melt.
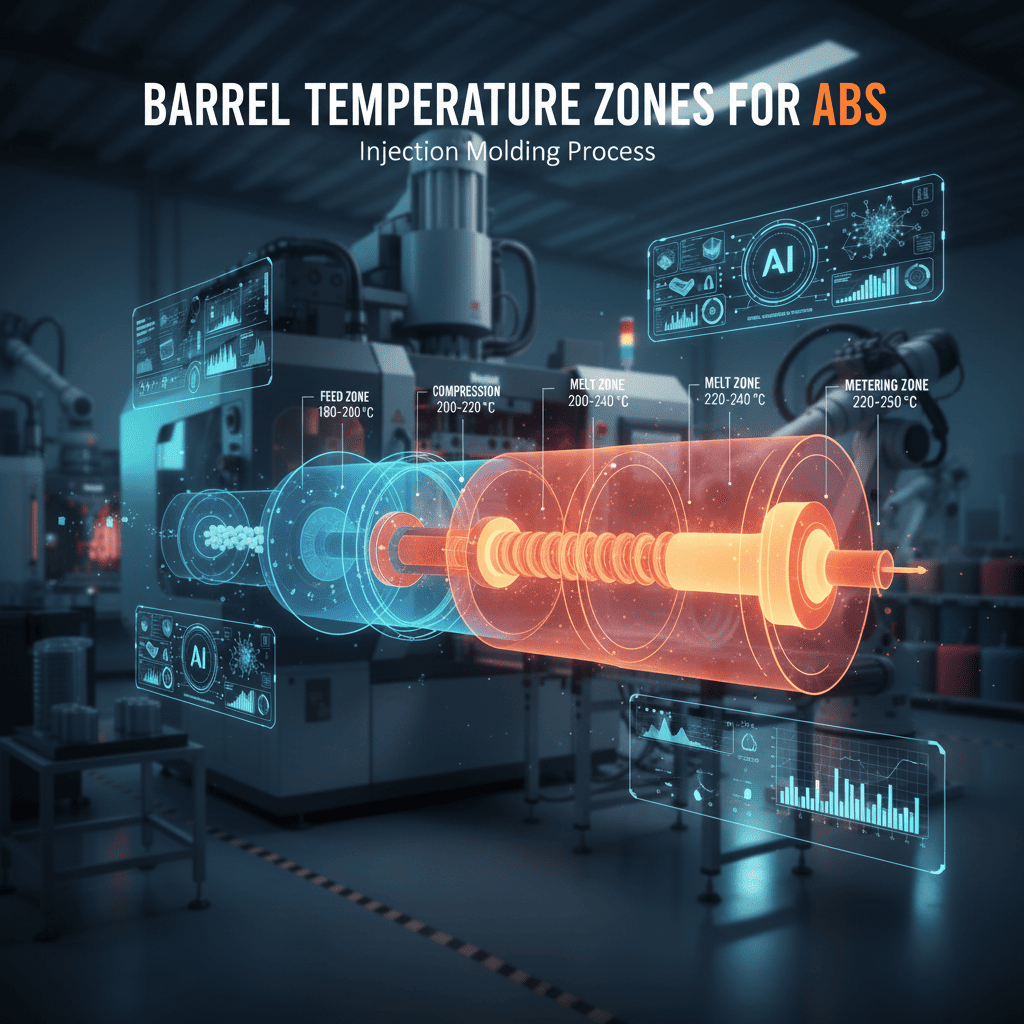
For optimal results, set the barrel temperatures in stages. A reliable starting point for ABS is: Rear Zone3: 200–220°C, Middle Zone: 220–240°C, and Front Zone (Nozzle): 240–260°C. This gradual increase melts the plastic evenly and prevents it from degrading before injection.
This staged approach is critical, and over my years at Ambition Industrial, I've seen it solve countless molding issues4. Think of the journey an ABS pellet takes. It starts as a solid in the feed section and needs to become a uniform, liquid melt by the time it reaches the nozzle. Setting a gradual temperature profile makes this transition smooth and controlled. We once worked with a project manager on a line of educational toys. Their parts had inconsistent surface finish5es and weak spots. Their previous supplier was using a nearly flat temperature profile. We adjusted their barrel temperatures to our standard staged approach, and the problems vanished. The parts became stronger and had a perfect, consistent finish.
Why a Gradual Temperature Increase is Key
A gradual increase in heat does more than just melt the plastic; it prepares it for injection. Each zone has a specific job.
- Rear Zone (Feed Zone): This area needs to be hot enough to start the melting process but cool enough to prevent the pellets from sticking together and blocking the feed throat, an issue known as "bridging."
- Middle Zone6 (Transition Zone): This is where most of the melting happens. The plastic is compressed, and friction generates additional heat. The temperature here must be high enough to ensure a complete transition from solid to liquid.
- Front Zone7 (Metering Zone): This final zone ensures the melt is at a uniform temperature and consistency before it’s injected into the mold. It’s the hottest zone, which reduces the melt's viscosity so it can fill the mold cavity easily.
Here’s a simple table to show how these zones work together:
| Barrel Zone | Temperature Range (°C) | Primary Function |
|---|---|---|
| Rear | 200–220°C | Pre-heats pellets and prevents feed bridging. |
| Middle | 220–240°C | Completes the majority of the melting process. |
| Front | 240–260°C | Homogenizes the melt and reduces viscosity for injection. |
By carefully controlling these zones, we ensure the ABS material is in the perfect state for injection. This level of control is fundamental to achieving the high-precision parts8, with tolerances as tight as ±0.05mm, that our clients in automotive and electronics demand.
Does mold temperature really matter for ABS parts?
You've perfected the melt temperature, but your finished parts still have defects. Surface flaws, warping, or incorrect dimensions are often caused by the wrong mold temperature. This setting is just as important.
Yes, it absolutely matters. The mold temperature for ABS should be between 40°C and 80°C (104°F to 176°F). This temperature directly controls the part's final surface finish5, shrinkage rate9, and internal stress10. A higher mold temperature11 generally results in a glossier finish and less stress.
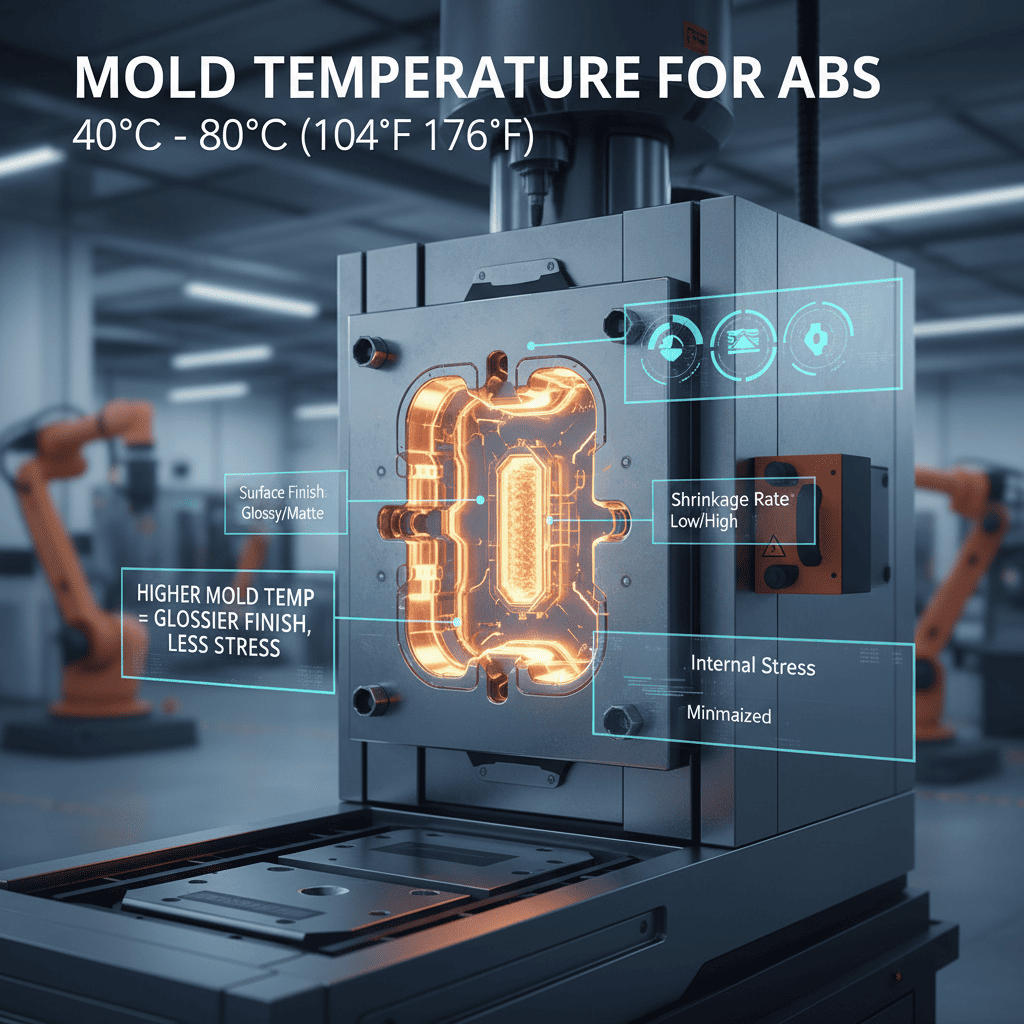
The mold temperature is all about controlling the cooling rate of the plastic. If the mold is too cold, the surface of the plastic freezes instantly upon contact. This can trap stress inside the part and create a dull finish. If the mold is too hot, the cycle time becomes too long, which is inefficient and can increase costs. Finding the right balance is essential. For many projects, especially those involving complex geometries or high-gloss requirements, we recommend a mold temperature between 50°C and 70°C. This range gives the plastic enough time to fill the cavity completely and replicate the mold surface perfectly before it solidifies. This reduces the risk of sink marks and weld lines, ensuring a beautiful and dimensionally accurate part.
How Mold Temperature Influences Part Quality
The effect of mold temperature on the final ABS part is profound. It's a parameter we discuss in detail with every client because it impacts aesthetics, function, and durability. Let's break down its specific effects.
- Surface Finish: A warmer mold allows the molten plastic to stay fluid for a little longer upon injection. This extra time helps it perfectly replicate the texture of the mold surface. For a high-gloss part, a mold temperature of 70–80°C is ideal. For a standard matte finish, a cooler mold around 40–50°C might be sufficient.
- Internal Stress: Rapid cooling from a cold mold causes significant internal stress10. This can make the part brittle and prone to cracking over time, especially under load. A warmer mold allows for a slower, more uniform cooling process, which helps relieve these stresses and creates a more robust and durable part.
- Shrinkage and Dimensional Stability: All plastics shrink as they cool. The mold temperature influences how much and how uniformly the part shrinks. An inconsistent mold temperature can lead to warping. By maintaining a stable and appropriate mold temperature, we can better predict and control shrinkage, ensuring the final part meets the required ±0.05mm precision.
Here’s how different mold temperatures impact the final part:
| Mold Temperature | Effect on Surface Finish | Effect on Internal Stress | Best For |
|---|---|---|---|
| Low (40–50°C) | Dull or matte finish | High | Simple parts where stress is not a concern |
| Medium (50–70°C) | Good gloss, fewer flaws | Moderate | Complex parts, balanced properties |
| High (70–80°C) | High gloss, best finish | Low | Aesthetic parts, maximum durability |
Choosing the right mold temperature is a balancing act between cycle time and part quality. At Ambition Industrial, we always prioritize quality and help our clients find the sweet spot that delivers exceptional parts efficiently.
How do you adjust temperatures for special ABS grades?
Using standard ABS temperatures for a special grade will cause failure. Glass-filled ABS will not flow properly, and flame-retardant ABS can burn, releasing harmful gases. You must adjust your settings.
Yes, special ABS grades require different temperature profiles. For glass-filled ABS, increase barrel temperatures by 5–10°C to around 230–270°C to reduce viscosity. For flame-retardant ABS, keep temperatures on the lower end and do not exceed 250°C to prevent the additives from degrading.
Not all ABS is created equal. The additives used to create special properties, like strength or flame resistance, change how the material behaves in the molding machine. Ignoring this is a common mistake that leads to failed parts and damaged molds. I remember a case with an electronics developer who needed a housing made from flame-retardant ABS. Their previous supplier used standard ABS settings, and the parts came out discolored with black specks. This was a clear sign of material degradation. When we took over the project, we carefully controlled the upper temperature limit, ensuring it never went above 250°C. The result was a clean, consistent part that met all safety standards.
Processing Different ABS Formulations
Understanding the formulation is the first step to successful molding. The material's technical data sheet12 (TDS) is your best friend here; it provides the recommended processing window. However, experience helps in fine-tuning for optimal results. Let’s look at the two most common special grades.
Glass-Filled (GF) ABS
Glass fibers are added to ABS to increase its stiffness, strength, and heat resistance. However, these fibers also increase the viscosity of the molten plastic, making it thicker and harder to inject.
- Why Increase Temperature? To counteract the increased viscosity, we need to raise the melt temperature. A hotter melt flows more easily, ensuring it can fill intricate details in the mold without requiring excessive injection pressure.
- Typical Adjustment: An increase of 5–10°C across all barrel zones is a good starting point. So, a typical profile might be: Rear: 210–230°C, Middle: 230–250°C, Front: 250–270°C.
- Warning: Glass fibers are abrasive. Over time, they can cause wear on the screw, barrel, and mold. We use hardened steel components to mitigate this.
Flame-Retardant (FR) ABS
Flame-retardant additives are sensitive to heat. They are designed to break down and release fire-suppressing chemicals when exposed to a flame. Unfortunately, they can also start to break down if the processing temperature is too high.
- Why Lower Temperature? Overheating FR-ABS can cause the additives to decompose inside the barrel. This not only ruins the part's appearance and properties but can also release corrosive gases that damage the equipment.
- Typical Adjustment: Stick to the lower end of the standard ABS processing window. It's crucial to keep the melt temperature below the degradation point specified on the TDS, which is often around 250°C.
- Best Practice: Ensure good ventilation and purge the barrel thoroughly after the production run to remove any residual material.
Here is a comparison table for quick reference:
| ABS Grade | Recommended Melt Temp. (°C) | Key Consideration |
|---|---|---|
| Standard ABS | 200–260°C | A balanced and versatile starting point. |
| Glass-Filled ABS | 230–270°C | Higher temp needed to reduce viscosity and improve flow. |
| Flame-Retardant ABS | 220–250°C | Stay below the upper limit to prevent material degradation. |
As a custom manufacturer13, we handle these variations daily. Our process always starts with a thorough review of the material specifications to create a custom-tailored process that guarantees high-quality, reliable parts for every application.
Conclusion
In summary, mastering ABS injection molding temperature is about controlling a range of settings, from the barrel zones and mold to adjustments for special grades, ensuring flawless and durable parts.
Finding the right temperature is crucial for achieving high-quality ABS parts. ↩
Proper barrel temperatures are essential for a smooth and consistent melt. ↩
Understanding the Rear Zone's role can improve your molding efficiency. ↩
Identifying common issues can help you troubleshoot and improve your process. ↩
Explore how to achieve the best surface finish for your ABS products. ↩
Discover the importance of the Middle Zone for effective melting. ↩
Learn how the Front Zone ensures a uniform melt for quality parts. ↩
Discover techniques to ensure precision in your ABS molded parts. ↩
Controlling shrinkage is vital for maintaining dimensional accuracy. ↩
Understanding internal stress can help you create more durable parts. ↩
Mold temperature is key to achieving the desired finish and durability. ↩
A TDS provides essential processing guidelines for successful molding. ↩
Choosing the right manufacturer can significantly impact your project outcomes. ↩









