




Struggling with complex plastic parts that have undercuts1? These features often get stuck in the mold, causing major production headaches. You need a way to release them cleanly.
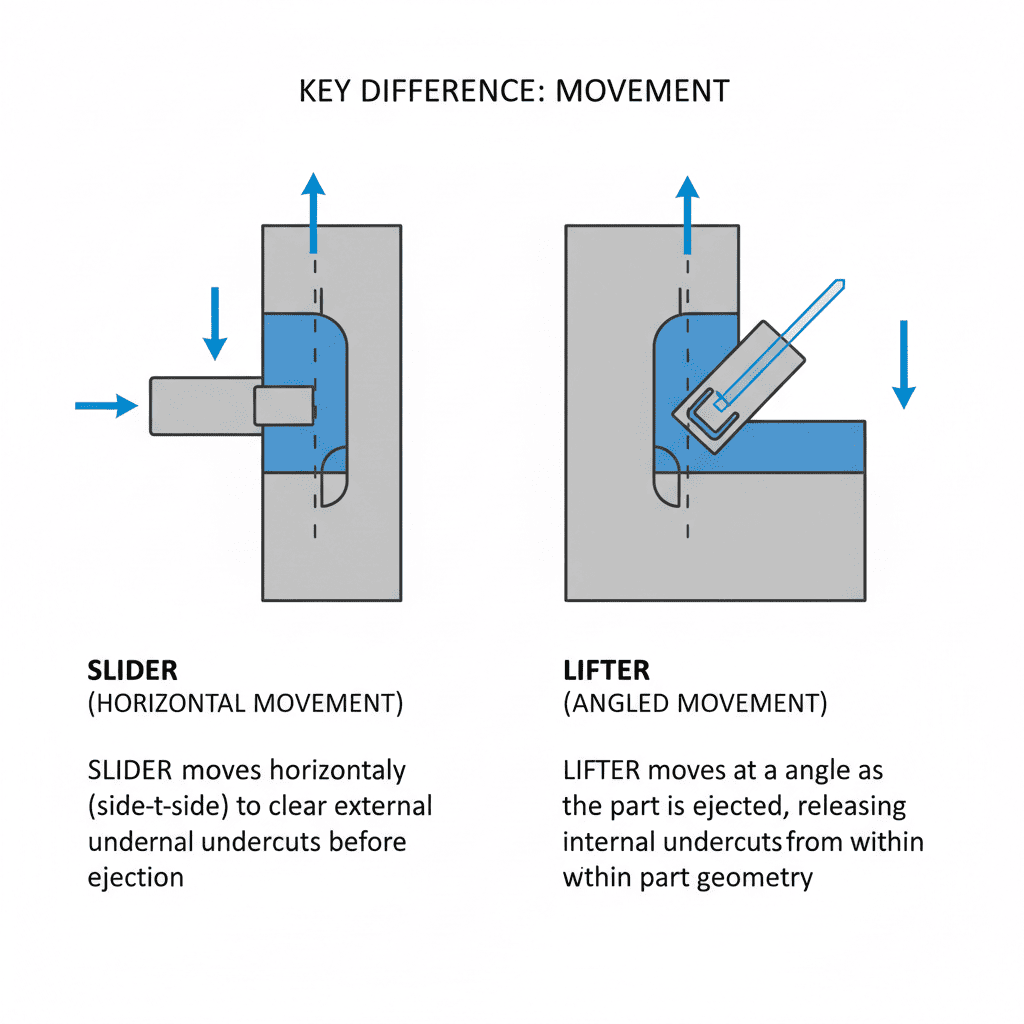
The key difference is their movement. A slider2 moves horizontally (side-to-side) to clear external undercuts before ejection. A lifter3, on the other hand, moves at an angle as the part is ejected, releasing internal undercuts from within the part geometry.

Choosing between a slider and a lifter is a critical decision in mold design4. It's not just about getting the part out. This choice directly impacts your tooling budget5, the cycle time6 of your production, and the final surface quality7 of every single piece. Getting it wrong can lead to costly mold rework or parts that don't meet your quality standards. So, let's dig into the details to see which one is the right fit for your project.
How do their movements and mechanics actually work?
Are you confused about how these components physically move inside the steel mold? It seems complicated, but their core purpose is simple: get out of the way.
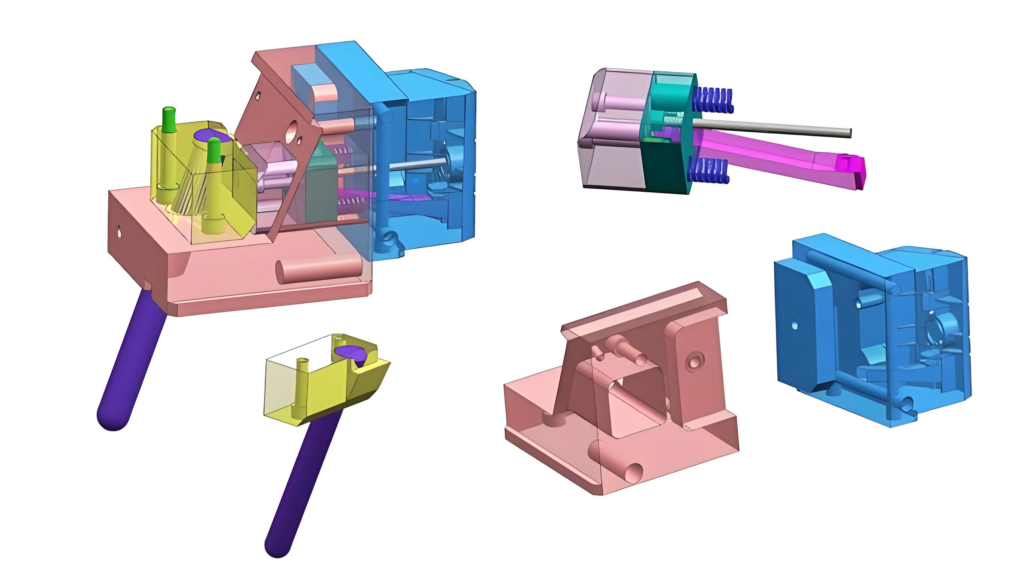
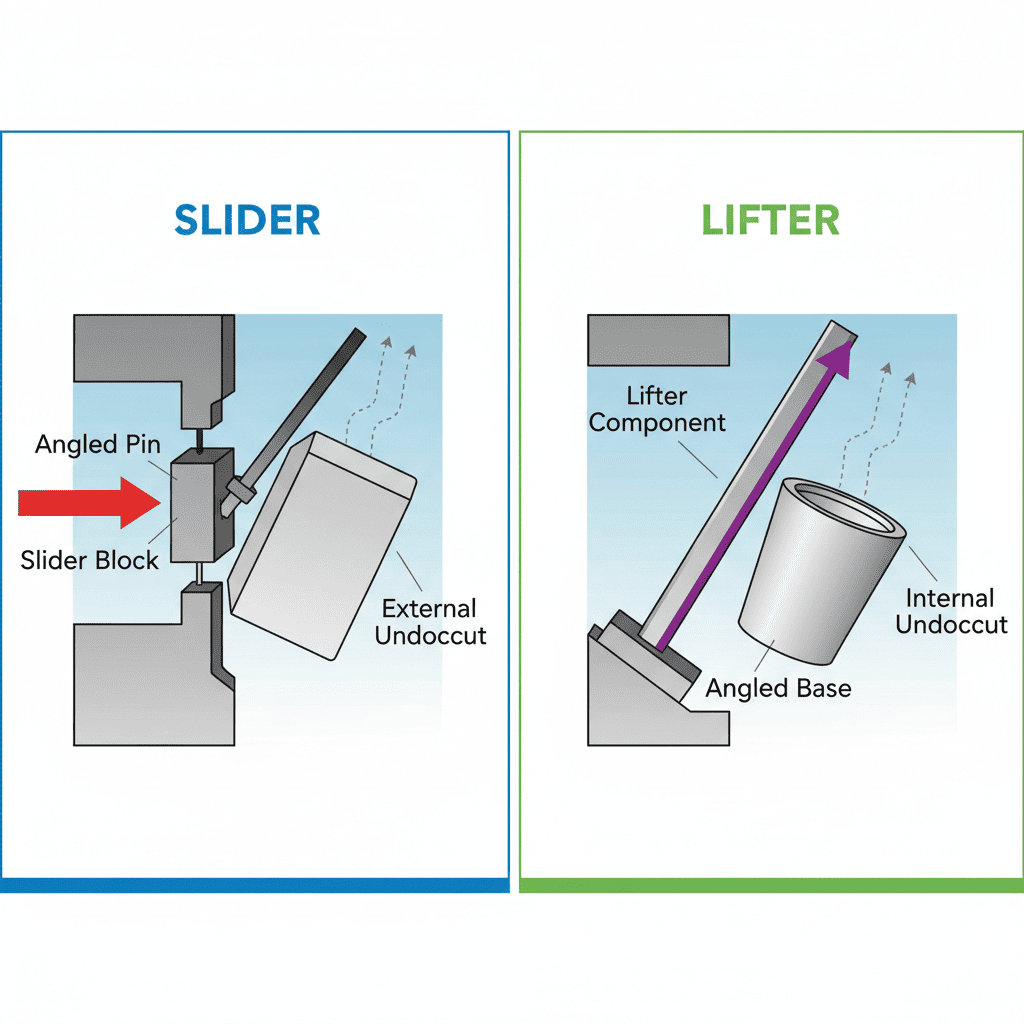
A slider uses an angled pin to drive a block of steel horizontally, clearing a path for the part to be ejected. A lifter is a component within the ejector system itself that moves forward and sideways at the same time, pushed by an angled base.
Let's break this down further. The mechanics behind each one are quite distinct, and this directly influences how we design the mold. I remember a project for a client developing an electronic enclosure. It had snaps on three different sides. We had to use a complex slider system to make it work.
Slider Mechanics
A slider, sometimes called a slide, is like a moving wall in the mold. It's a separate block of steel that fits into the main mold cavity. When the mold closes, it's locked in place. As the mold begins to open, a component called an angle pin, which is fixed to the other half of the mold, pulls the slider back. This creates a clear path. Sliders run in guides, like a T-slot, to ensure their movement is precise and repeatable over millions of cycles. This mechanism is powerful and robust.
Lifter Mechanics
A lifter is a bit more elegant. It's essentially a specially shaped ejector pin. It sits at an angle at the bottom of its housing. When the ejector plates push forward to eject the part, the lifter moves up with them. Because its base is angled, it's forced to move sideways as it moves up. This combined upward and outward motion is what releases the internal undercut.
Here’s a simple table to compare them:
| Feature | Slider | Lifter |
|---|---|---|
| Movement Axis | Horizontal / Lateral (Perpendicular to open) | Angled (Simultaneous vertical and lateral) |
| Driving Force | Angle Pin / Cam Track | Ejector System / Angled base |
| Mechanism | Independent block running on guides | Integrated into the ejection system |
| Primary Use | External undercuts, clips, snaps, side holes | Internal undercuts, deep ribs, hidden features |
This fundamental difference in movement is the root of all the other distinctions in cost, quality, and application.
Which one is more expensive to build and maintain?
You have a tight budget for your tooling investment. Now you're wondering if one of these mechanisms will break the bank while the other is more affordable.
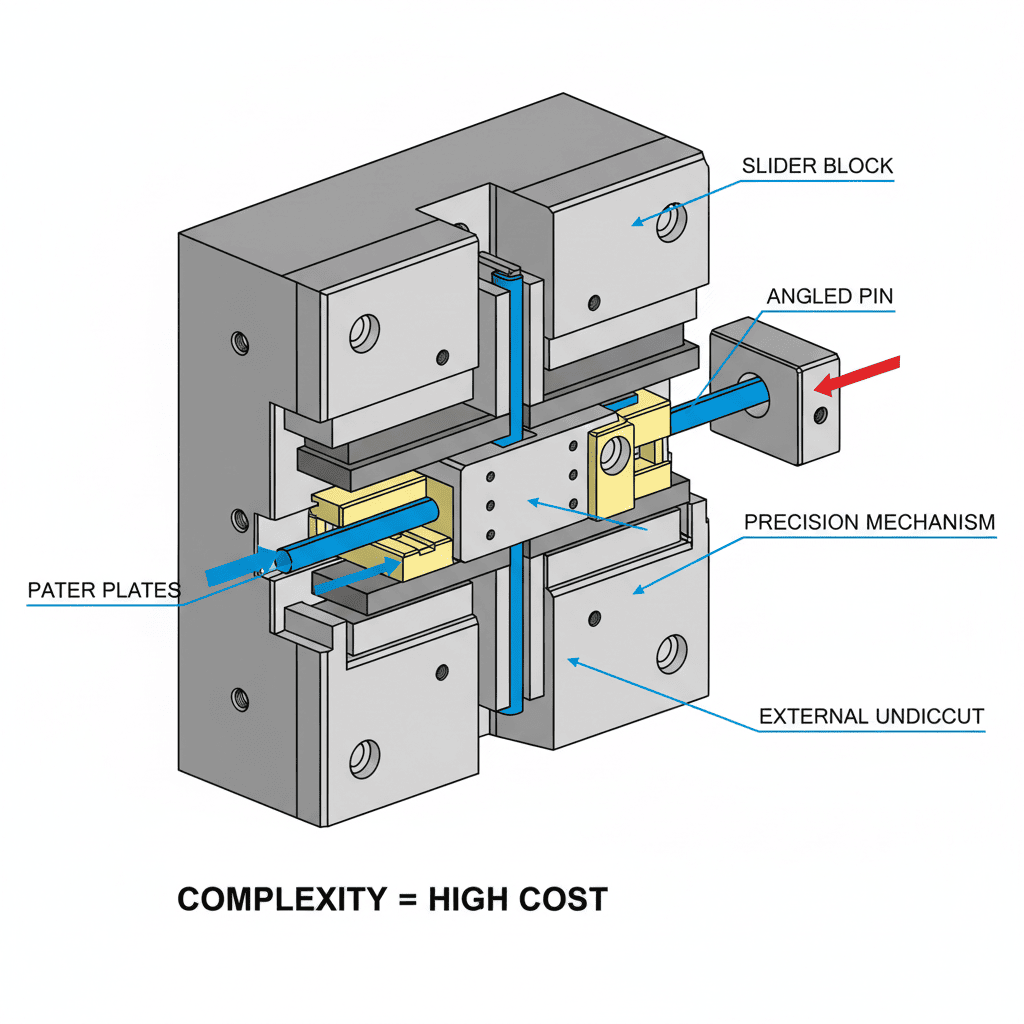
Sliders are almost always more complex and expensive to manufacture and maintain than lifters. The need for independent moving blocks, precision guides, and locking mechanisms adds significant machining time and cost.
The cost of a mold isn't just about the raw steel. It's about the hours a skilled toolmaker spends precisely machining each component. When we look at sliders and lifters, the difference in complexity is huge, and that translates directly into cost. I once worked on a set of STEM building blocks for a toy company. The parts had intricate internal snaps. We used lifters extensively, which kept the mold cost down and allowed them to order a larger variety of molds within their budget.
Why Sliders Cost More
The complexity of a slider system is its biggest cost driver. Here’s a breakdown:
- More Components: A slider requires the slider block itself, a guide rail (like a T-slot), a wear plate to handle friction, a locking heel to withstand injection pressure, and an angle pin or other actuator to move it. That’s a lot of individual parts to make and fit together perfectly.
- Precision Machining: The fit between the slider and the mold cavity has to be perfect. Any gap can cause plastic to flash out, creating a defect. This requires high-precision grinding and fitting, which is time-consuming.
- Maintenance: Sliders have more moving parts that wear down over time. The wear plates and guides need regular inspection and lubrication. If they fail, it can damage the mold, leading to expensive repairs and production downtime.
The Cost-Effectiveness of Lifters
Lifters are, by comparison, much simpler.
- Fewer Components: The core of a lifter is a single piece of steel. It works in conjunction with the existing ejector system. There are no separate guide rails or complex locking mechanisms needed.
- Simpler Machining: While the lifter itself needs to be machined accurately, it's generally a less complex part than a full slider assembly. This reduces manufacturing time and cost.
- Design Constraints: The main challenge with lifters is designing the angle correctly. If the angle is too steep, the lifter can break under pressure. If it's too shallow, it might not have enough force to clear the undercut. But this is a design challenge, not a major manufacturing one.
| Cost Factor | Sliders | Lifters |
|---|---|---|
| Initial Tooling Cost | High | Moderate |
| Complexity | High (Multiple precision parts) | Low (Integrated into ejector system) |
| Maintenance | Higher (Requires regular lubrication/wear) | Lower (Fewer wear points) |
| Design Time | More complex, especially with multiple units | Simpler, but angle calculation is critical |
In short, if your budget is a primary concern and your part design allows for it, a lifter is often the more economical choice.
Will a slider or a lifter leave marks on my parts?
Your product has a beautiful, smooth finish. The last thing you want are ugly drag marks8 or white spots from the molding process, which can lead to customer complaints.
Yes, both can leave marks, but they are different. Sliders can cause faint, long drag marks or scuffs on the side of the part. Lifters can cause small, circular "stress whitening" or blush marks where they push.

The final cosmetic appearance of a part is paramount, especially for consumer products. I worked with a cosmetics packaging manufacturer on a new line of jars. The parts were made of a clear, glossy plastic. We had to be incredibly careful with the mold design to avoid any visible marks. The choice between a slider and a lifter was a major point of discussion.
Slider Marks: The Friction Problem
A slider works by sliding against the solidified plastic part surface as the mold opens. This friction can cause several issues:
- Drag Marks: If the surface finish of the slider isn't perfectly polished, or if the plastic material is soft, the slider2 can leave fine scratches or lines on the part. This is especially true for large sliders with a long travel distance.
- Scuffing: On textured surfaces, the slider can flatten or scuff the texture as it moves, creating a noticeable blemish.
- Solutions: To minimize this, we have to polish the slider face to a mirror finish. We also ensure the slider retracts fully before the part is ejected, so there's no contact during ejection.
Lifter Marks: The Pressure Problem
A lifter pushes on the part from the inside as it moves. This concentrated force can cause a different kind of defect:
- Ejector Marks / Stress Whitening: The lifter is essentially a small ejector pin. Like any ejector pin, if it pushes with too much force on a small area, it can deform the plastic. This often appears as a white or cloudy spot, known as stress whitening or blushing, especially on dark or clear plastics.
- Solutions: The key is to distribute the force. We design the lifter head to have the largest possible contact area with the part. We also carefully control the ejection speed and pressure to be as gentle as possible while still ensuring a clean release from the mold.
Here’s how the risks compare:
| Defect Type | Slider | Lifter |
|---|---|---|
| Primary Cause | Friction | Concentrated Pressure |
| Appearance | Long, linear scratches or scuffs on a side surface | Small, often circular white or blush marks |
| Best For | Robust industrial parts where minor marks are okay | High-cosmetic parts (if designed correctly) |
| Prevention | Mirror polish on slider face, proper sequencing | Maximize lifter head size, control ejection speed |
Ultimately, for highly cosmetic parts, a well-designed lifter often has a lower risk of creating visible surface defects than a slider2.
When should I definitely use a slider over a lifter?
You have your final part design. Now you need to make the definitive choice: slider or lifter? Misusing one where the other is needed can lead to a mold that simply doesn't work.
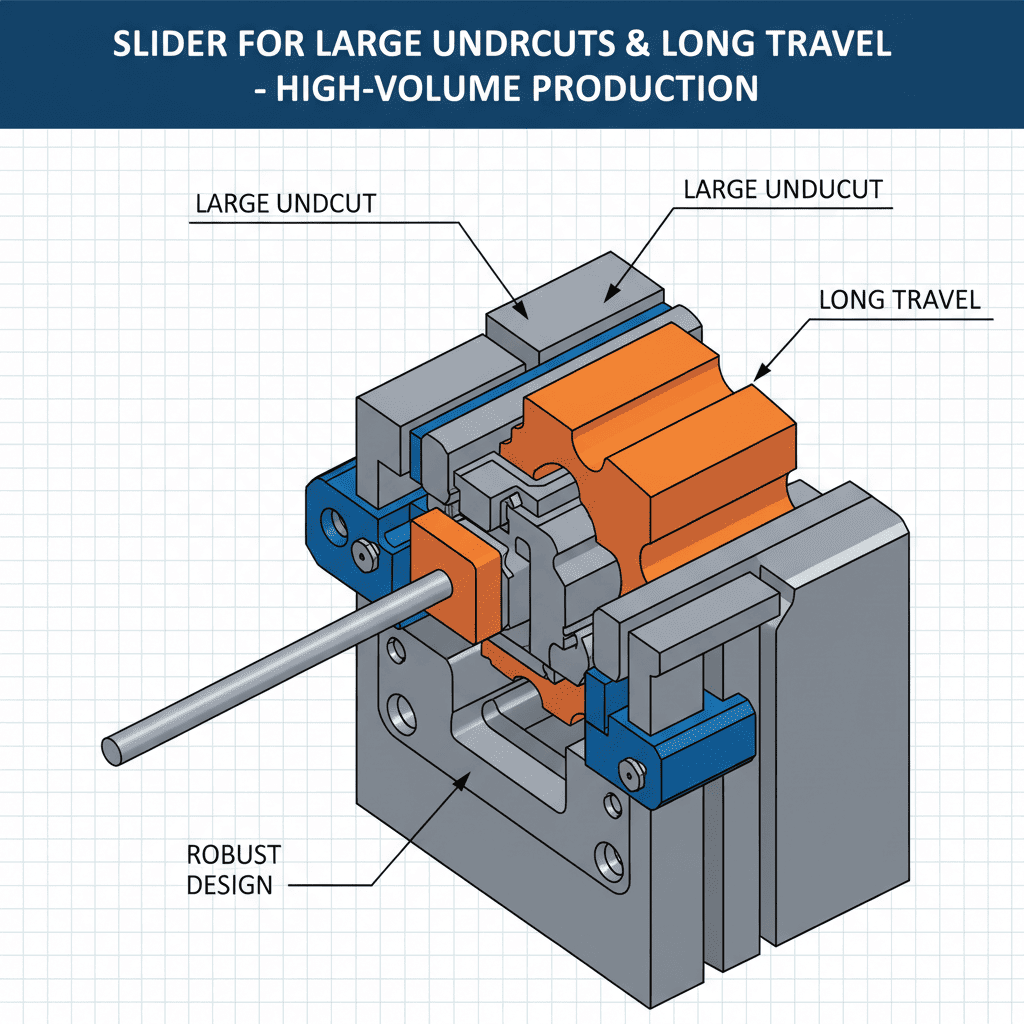
You should definitely use a slider for large undercuts, features on multiple external faces, or when the undercut requires a long travel distance to clear. Sliders are more robust for high-volume, repetitive production runs.
The choice isn't just about preference; it's dictated by the laws of physics and the geometry of your part. Sometimes, a lifter is physically impossible to implement, and a slider is the only way. For a client making interlocking construction toys, sliders were non-negotiable. The blocks had to connect on all four sides, requiring multiple sliders working in different directions. A lifter could never achieve that.
The Slider's Domain: Big, Bold, and External
Think of sliders as the heavy-duty solution. They excel in specific situations where lifters would fail.
- Large Undercut Depth: If the feature you need to create is deep (e.g., a long snap hook), a slider is necessary. A lifter's movement is limited by its angle and the mold's ejection stroke; it can't travel very far sideways.
- External Features: Sliders operate from the outside of the part. This makes them perfect for side holes, vents, large clips, and any feature on the exterior walls of your product.
- High-Volume Production: The mechanics of a slider are very robust. They are built to withstand the force of injection over millions of cycles, making them a reliable choice for long-term mass production. If stability is your top priority, sliders are often the better bet.
The Lifter's Niche: Small, Subtle, and Internal
Lifters are the clever, compact solution for tricky spots. They are ideal when:
- Internal Undercuts: Their defining use case is releasing features inside a part where a slider physically cannot reach. Think of a snap feature at the bottom of a deep, hollow boss.
- Limited Space: In a compact mold packed with many cavities or complex cooling channels, there might not be enough room on the outside of the mold for a slider mechanism. A lifter, being part of the ejection system, takes up no extra external space.
- Cost-Sensitive Projects: As we discussed, for small undercuts where both options are technically possible, the lifter is the more cost-effective choice for tooling, especially for low to medium-volume production runs.
Here is a simple guide to help you decide:
| Use This... | If Your Part Has... | Because... |
|---|---|---|
| Slider | A large clip on the outside wall. | It provides the long travel and robust action needed. |
| Slider | Holes or windows on the side of the part. | It can create features perpendicular to the mold opening direction. |
| Lifter | A small snap-fit feature inside a deep pocket. | It's the only way to reach and form an internal undercut. |
| Lifter | A shallow internal groove in a compact design. | It's space-efficient and more economical than a complex slider. |
By analyzing your part's geometry against these scenarios, you can confidently determine whether a slider or a lifter is the right engineering solution.
Conclusion
Both sliders and lifters are essential for creating complex plastic parts. The key is knowing sliders are for big external features, while lifters are for small internal ones.
Exploring undercuts will enhance your knowledge of mold design challenges and solutions. ↩
Understanding sliders is crucial for effective mold design, especially for parts with external undercuts. ↩
Learning about lifters helps in designing molds for internal undercuts, ensuring efficient part ejection. ↩
Best practices in mold design can significantly improve production efficiency and part quality. ↩
Effective budget management is key to successful injection molding projects and avoiding costly mistakes. ↩
Understanding cycle time factors can help optimize production efficiency and reduce costs. ↩
Improving surface quality is essential for customer satisfaction and product aesthetics. ↩
Understanding drag marks can help in designing molds that minimize cosmetic defects. ↩









