

Struggling to choose the right plastic manufacturing process? The wrong choice can lead to project delays and budget overruns. Let's break down the best options for your product.
The five primary types of plastic molding are injection, blow, compression, extrusion, and rotational molding1. Each method uses a unique way to shape plastic, making them ideal for different products, from small, complex parts to large, hollow containers. Knowing them helps you pick the best process.
You now have a basic idea of the five main methods. But that's just scratching the surface. Each process has its own set of rules, costs, and best-use cases. I've spent 15 years in the custom mold industry2, and I've seen firsthand how picking the right one can make or break a project. Let's dive deeper into each one so you can make an informed decision and avoid costly mistakes.
How does injection molding create highly detailed parts?
You need to produce thousands of identical, complex parts. Many processes fail to deliver the required precision. Injection molding is the solution for creating intricate parts with amazing consistency.
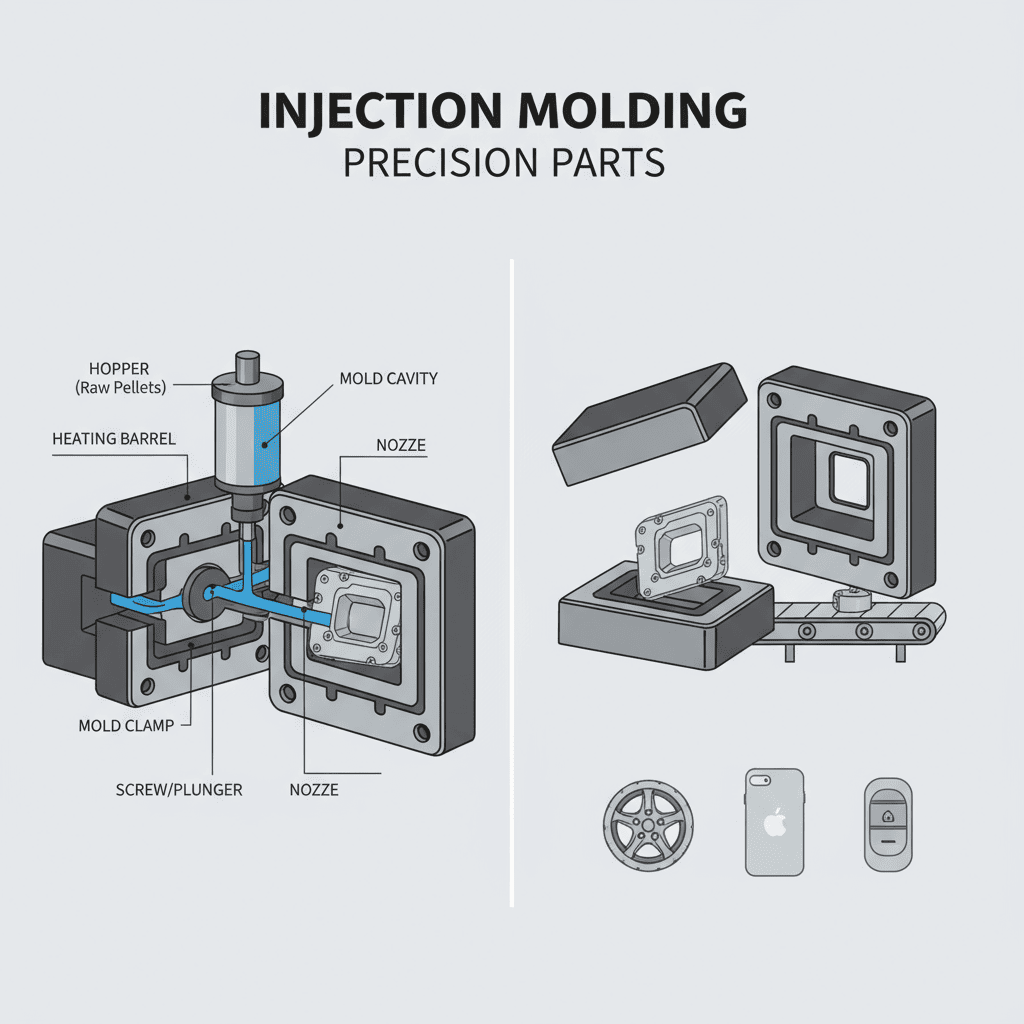
Injection molding works by forcing molten plastic into a precisely machined mold cavity3 under extreme pressure. This allows it to fill every tiny detail, making it perfect for mass-producing complex, solid parts like electronic housings4, car interior components, or small toy pieces with tight tolerances5.
At our factory, injection molding is our bread and butter. It's the go-to method for clients who demand precision and high volume. I remember a project for an electronics developer. They needed a casing with intricate vents, snap-fits, and a perfect finish. We chose injection molding because nothing else could deliver the ±0.05mm tolerance they required across 100,000 units.
The process is straightforward but requires expertise.
The Injection Molding Cycle
- Clamping: The two halves of the mold are securely closed.
- Injection: Plastic pellets are melted and injected into the mold cavity.
- Cooling: The plastic cools and solidifies, taking the shape of the mold.
- Ejection: The mold opens, and the finished part is pushed out.
This cycle is fast, sometimes taking only seconds. That's why it's so good for high-volume production6. But the real magic is in the mold itself. The initial cost to create a high-quality steel mold is significant, but it pays for itself over a large production run.
| Aspect | Details |
|---|---|
| Best For | Complex, solid parts (gears, casings, caps) |
| Tolerances | Very tight (typically ±0.05mm) |
| Materials | Wide range (ABS, PC, PP, Nylon) |
| Cost | High initial mold cost, low per-part cost |
| Volume | Ideal for high-volume production |
When is blow molding7 the right choice for hollow products?
You want to create hollow plastic products8 like bottles or tanks. Solid molding processes are not an option. Blow molding is the specialized technique designed specifically for these kinds of items.
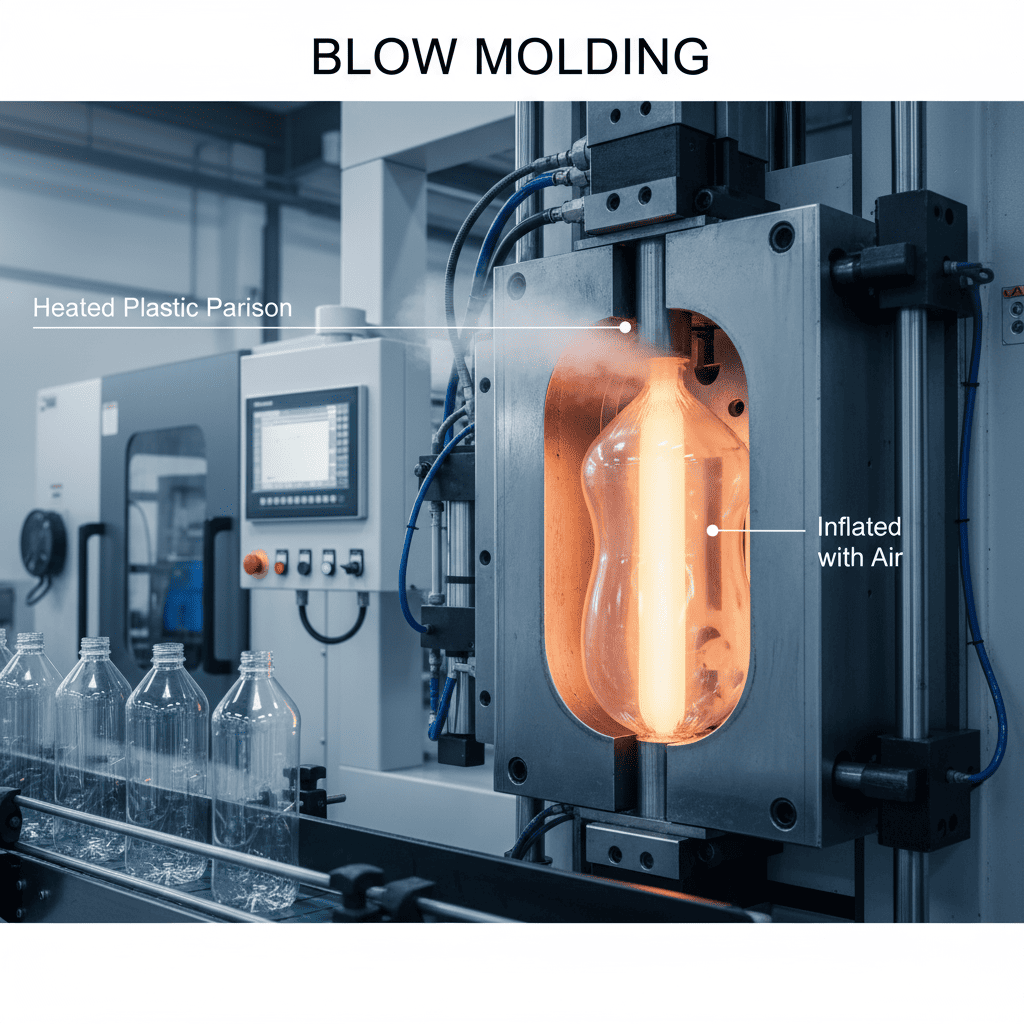
Blow molding is a process where a heated plastic tube, called a parison, is inflated with air inside a mold. The air pushes the plastic against the mold walls, creating a hollow part. It's the standard method for making bottles, containers, and fuel tanks.
Think of it like blowing up a balloon inside a bottle-shaped box. It's a fantastic process for items where the interior shape is simple and a uniform wall thickness is important. We once helped a cosmetics brand develop a unique line of shampoo bottles. They wanted a custom shape that was both stylish and easy to hold. Blow molding was the only way to achieve this at a cost that made sense for a consumer product.
There are a few variations, but the main idea is the same.
Key Blow Molding Steps
- Parison Creation: An extruder forms a hollow tube of molten plastic.
- Mold Capture: The mold closes around the parison.
- Inflation: Air is blown into the parison, expanding it to the mold's shape.
- Cooling & Ejection: The part cools and is ejected from the mold.
This method is very fast and efficient for high-volume production of hollow items. However, it's not suited for creating parts with complex internal features or very tight tolerances. The precision is generally lower than injection molding.
| Aspect | Details |
|---|---|
| Best For | Hollow parts (bottles, tanks, containers) |
| Tolerances | Moderate (wall thickness can vary) |
| Materials | Common plastics (HDPE, PET, PP) |
| Cost | Moderate mold cost, very low per-part cost |
| Volume | Excellent for very high-volume production |
What makes extrusion molding9 ideal for long, continuous shapes?
You need to make a product with a consistent profile, like a pipe or a window frame. Other molding types can't create continuous lengths. Extrusion is the process designed for exactly this purpose.
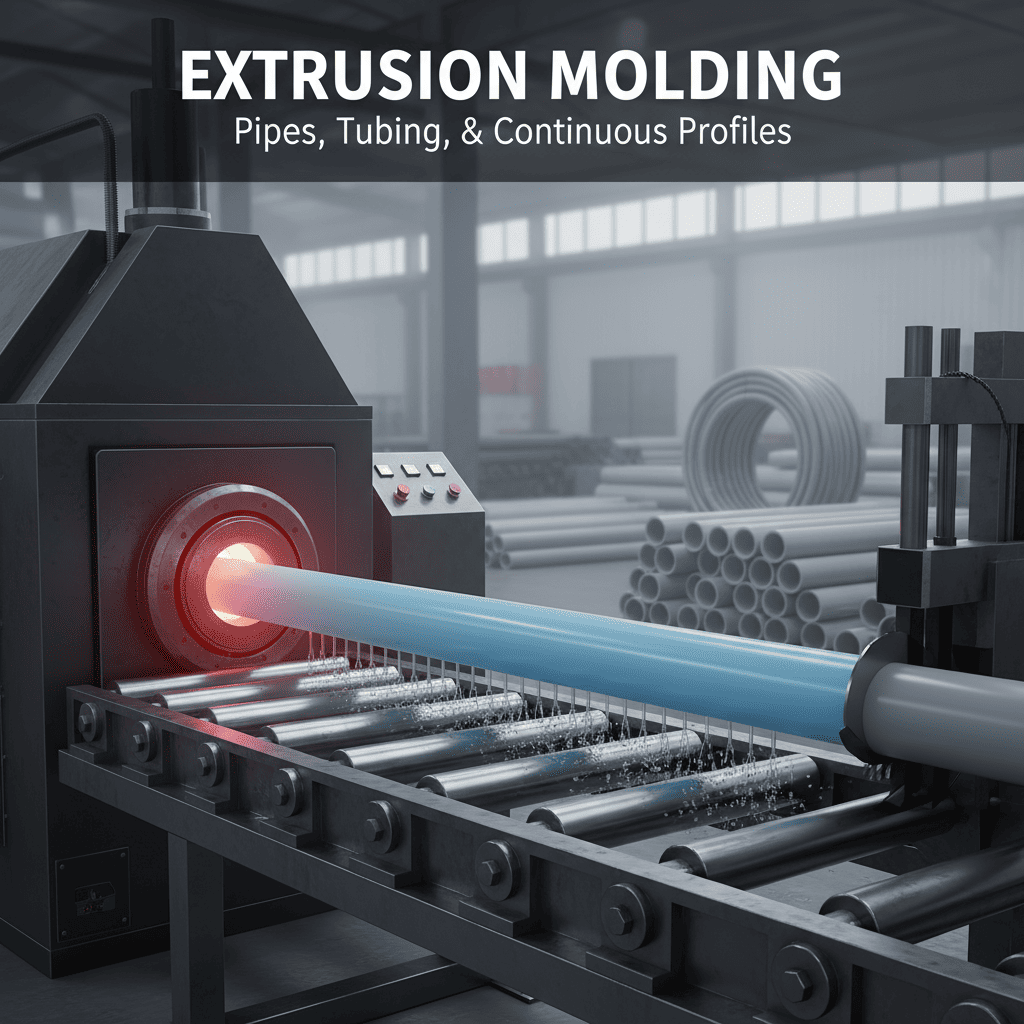
Extrusion molding involves pushing molten plastic through a die, which is a tool with a specific cross-sectional shape. The plastic emerges as a long, continuous piece with that shape, which is then cooled and cut to length. It’s perfect for pipes, tubing, and weather stripping.
Extrusion is a bit different from the other methods because it's a continuous process, not a cyclical one. Imagine squeezing toothpaste out of a tube; the toothpaste comes out in a long strip with the shape of the opening. Extrusion works the same way. We have worked with construction suppliers who need thousands of feet of custom PVC trim. Extrusion allows us to produce this quickly and with a very consistent profile from start to finish.
The die is the most critical part of the process.
The Extrusion Process Explained
- Feeding: Plastic pellets are fed into the extruder.
- Melting: A rotating screw melts the plastic and moves it forward.
- Extrusion: The molten plastic is forced through the die.
- Cooling & Sizing: The extruded profile is cooled, often in a water bath, and cut.
The tooling (the die) for extrusion is generally less expensive than an injection mold, making it a cost-effective option for the right kind of product. However, it can only create 2D shapes in long lengths. You can't use it to make complex, three-dimensional objects like a phone case.
| Aspect | Details |
|---|---|
| Best For | Continuous profiles (pipes, tubes, frames) |
| Tolerances | Good, but depends on the profile complexity |
| Materials | Thermoplastics (PVC, ABS, Polystyrene) |
| Cost | Low die cost, low per-part cost |
| Volume | Great for continuous, high-volume production |
How does rotational molding1 create large, hollow objects?
You need to manufacture very large, hollow parts, like a water tank or a kayak. Injection and blow molding are too expensive or limited in size. Rotational molding is the perfect solution for big, seamless, and stress-free parts.
Rotational molding, or rotomolding, involves placing plastic powder in a mold, which is then heated and rotated on two axes. The plastic melts and coats the inside of the mold evenly. It's the best way to make large, thick-walled, hollow items.
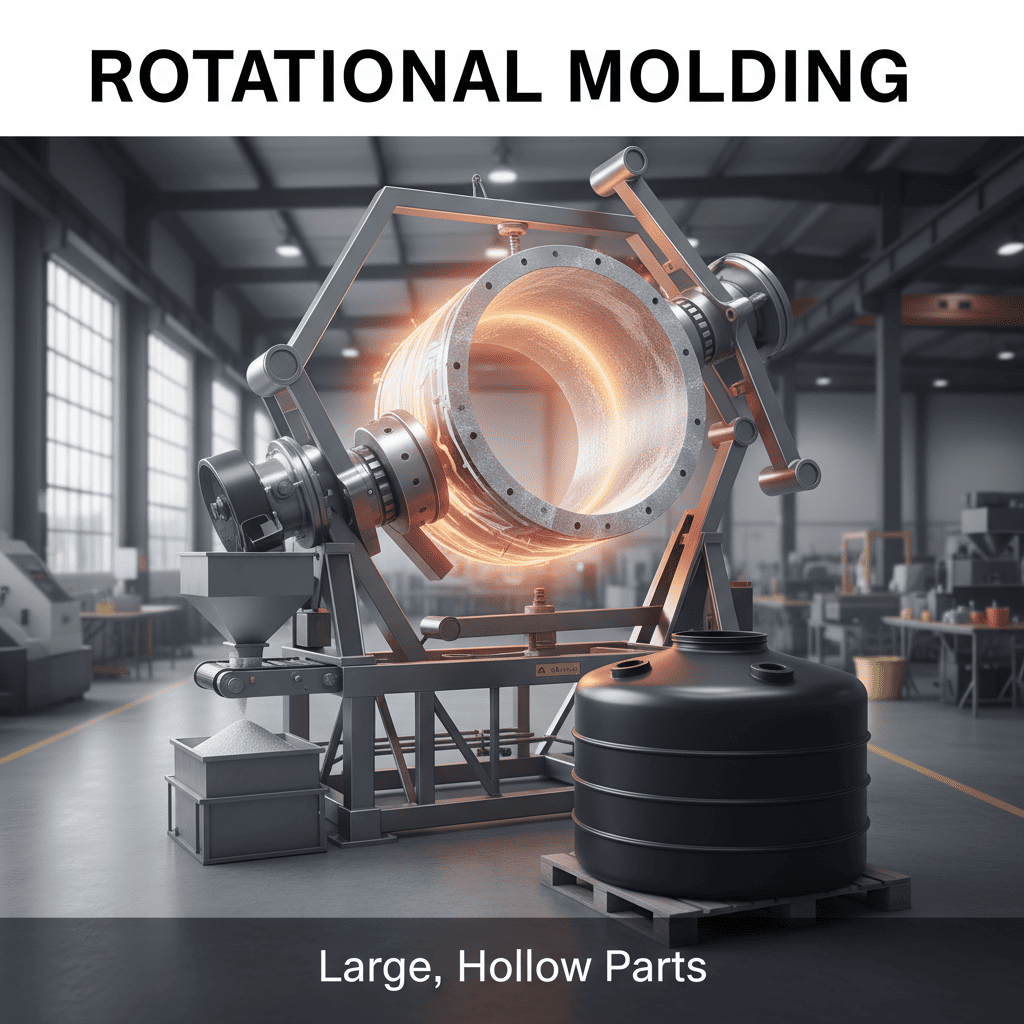
I find rotomolding fascinating because it's so different. There's no pressure involved. It's a slow, gentle process. This results in parts that are virtually stress-free and very durable. We once consulted for a company developing large playground equipment. Rotomolding was the obvious choice. It allowed them to create huge, colorful, and incredibly tough structures that could withstand years of use outdoors.
The process is slow, but it's effective for specific applications.
The Rotomolding Cycle
- Loading: A measured amount of plastic powder is loaded into the mold.
- Heating: The mold is moved into an oven and rotated, causing the plastic to melt and coat the inner walls.
- Cooling: The mold is moved to a cooling station, still rotating, to solidify the plastic.
- Unloading: The mold is opened, and the finished part is removed.
Molds for rotomolding are much cheaper to make than injection molds, so it's good for lower production volumes. The trade-off is a longer cycle time and less precise control over wall thickness compared to other methods.
| Aspect | Details |
|---|---|
| Best For | Very large, hollow parts (tanks, kayaks, bins) |
| Tolerances | Loose (wall thickness can be inconsistent) |
| Materials | Mostly Polyethylene (PE) |
| Cost | Very low mold cost, moderate per-part cost |
| Volume | Best for low-to-medium volumes |
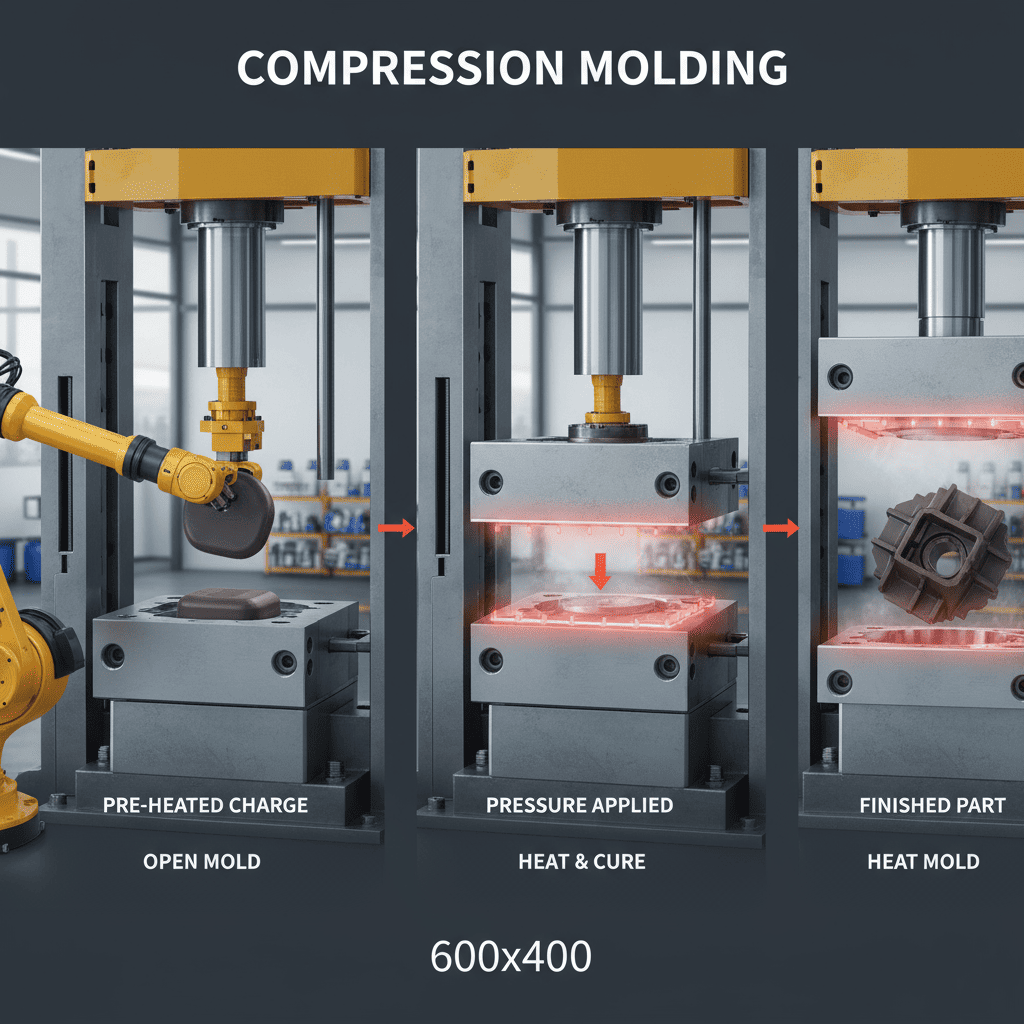
Why use compression molding10 for strong, durable parts?
You need to make strong, thick-walled parts, often from thermoset plastics11. Injection molding might be too complex or not suitable for the material. Compression molding is a classic, reliable method for this job.
In compression molding10, a pre-heated plastic charge is placed into an open mold cavity. The mold is then closed, and pressure is applied, forcing the material to fill the cavity. Heat and pressure are maintained until the plastic cures. It's ideal for strong, corrosion-resistant parts.
Compression molding is one of the oldest molding techniques, but it's still very relevant, especially for materials like thermoset composites. These materials undergo a chemical change when heated and cannot be remelted, resulting in parts with high strength and heat resistance. I've seen it used for electrical components and automotive parts12 where durability is the top priority. For a client in the automotive aftermarket, we used compression molding10 to produce heavy-duty gaskets that needed to withstand high engine temperatures.
The process is simple and robust.
How Compression Molding Works
- Charge Preparation: The molding material is prepared, often pre-heated.
- Loading: The charge is placed in the bottom half of the heated mold.
- Compression: The top half of the mold is closed, applying pressure to the charge.
- Curing & Ejection: The part is held under heat and pressure to cure, then ejected.
Molds are simpler and less costly than injection molds. The process is great for large, flat or moderately curved parts. However, it's not ideal for very complex geometries or parts requiring the super-tight tolerances of injection molding.
| Aspect | Details |
|---|---|
| Best For | Strong, flat/curved parts (seals, electrical parts) |
| Tolerances | Fair to good, not as precise as injection |
| Materials | Mainly thermosets (Phenolics, Epoxies), also thermoplastics |
| Cost | Low to moderate mold cost, longer cycle times |
| Volume | Good for low-to-medium volume |
Conclusion
In short, choosing the right plastic molding process depends entirely on your product's design, material, volume, and budget. Each of the five methods offers unique advantages for specific applications.
Understand the benefits of rotational molding for large, hollow objects. ↩
Learn about the custom mold industry and its role in tailored manufacturing solutions. ↩
Understanding mold cavities is essential for grasping how plastic parts are formed. ↩
Explore the significance of electronic housings in protecting sensitive components. ↩
Understanding tolerances is key to ensuring the quality and precision of molded parts. ↩
Learn about the importance of high-volume production in the plastic molding industry. ↩
Learn about blow molding's efficiency in producing hollow products like bottles. ↩
Explore the wide range of products that can be created through plastic molding. ↩
Find out how extrusion molding is ideal for continuous shapes like pipes and frames. ↩
Discover how compression molding creates strong, durable parts for various applications. ↩
Learn about thermoset plastics and why they're used in compression molding. ↩
Discover how molding techniques are used to create essential automotive components. ↩





