

Long cycle times and warped parts are frustrating. Your mold's cooling system1 is often the hidden problem, costing you time and money. Proper optimization is the key to faster and better production.
To optimize a high-precision mold's cooling system, you must design for uniform and efficient heat removal. This means matching channel layouts to the part's shape, using correct channel dimensions, ensuring efficient coolant flow, and adding targeted cooling for complex areas.
Getting the cooling design right might seem complex, but it boils down to a few fundamental principles. At Ambition Industrial, we have spent 15 years perfecting this process for our clients in automotive, cosmetics, and electronics. Let's break down exactly how we approach this critical step. Understanding these details will show you how to achieve consistent, high-quality results and reduce your production risks.
How do you get the cooling channel layout just right?
Uneven cooling causes parts to warp and fail quality checks. This happens when some areas cool faster than others, creating internal stress. A perfectly matched channel layout is the solution.
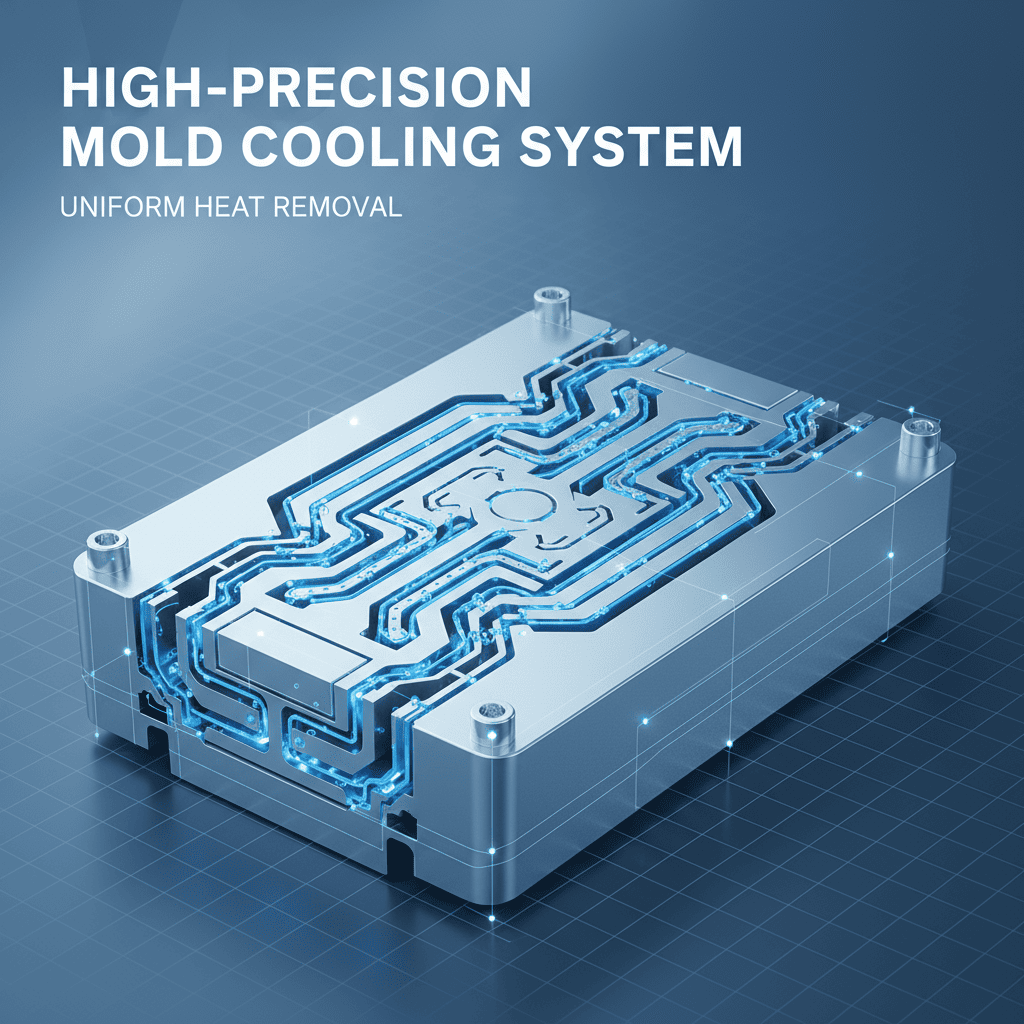
The best way is to make the cooling channels follow the shape of your product, a technique called conformal cooling. We keep the distance between the channel and the mold cavity consistent, usually between 8 to 12 millimeters, for uniform heat removal across the entire part.
When we design a cooling system, our primary goal is to pull heat away from the plastic part as evenly as possible. Traditional cooling systems use straight, drilled lines. This is simple, but it often leaves hot spots in areas with complex curves or deep features because the channel is too far away. For high-precision parts, this is not good enough.
That's why we prioritize conformal cooling. This modern approach creates cooling channels that perfectly follow the contours of the part. This ensures every surface, corner, and curve cools at the same rate. This method drastically reduces warpage and shrinks cycle time.
Here is a simple comparison:
| Feature | Traditional Cooling | Conformal Cooling |
|---|---|---|
| Channel Path | Straight lines, easy to drill | Follows part's shape |
| Cooling Uniformity | Often uneven, creates hot spots | Highly uniform |
| Cycle Time | Longer | Shorter (up to 50% less) |
| Part Quality | Higher risk of warpage/defects | Excellent dimensional stability2 |
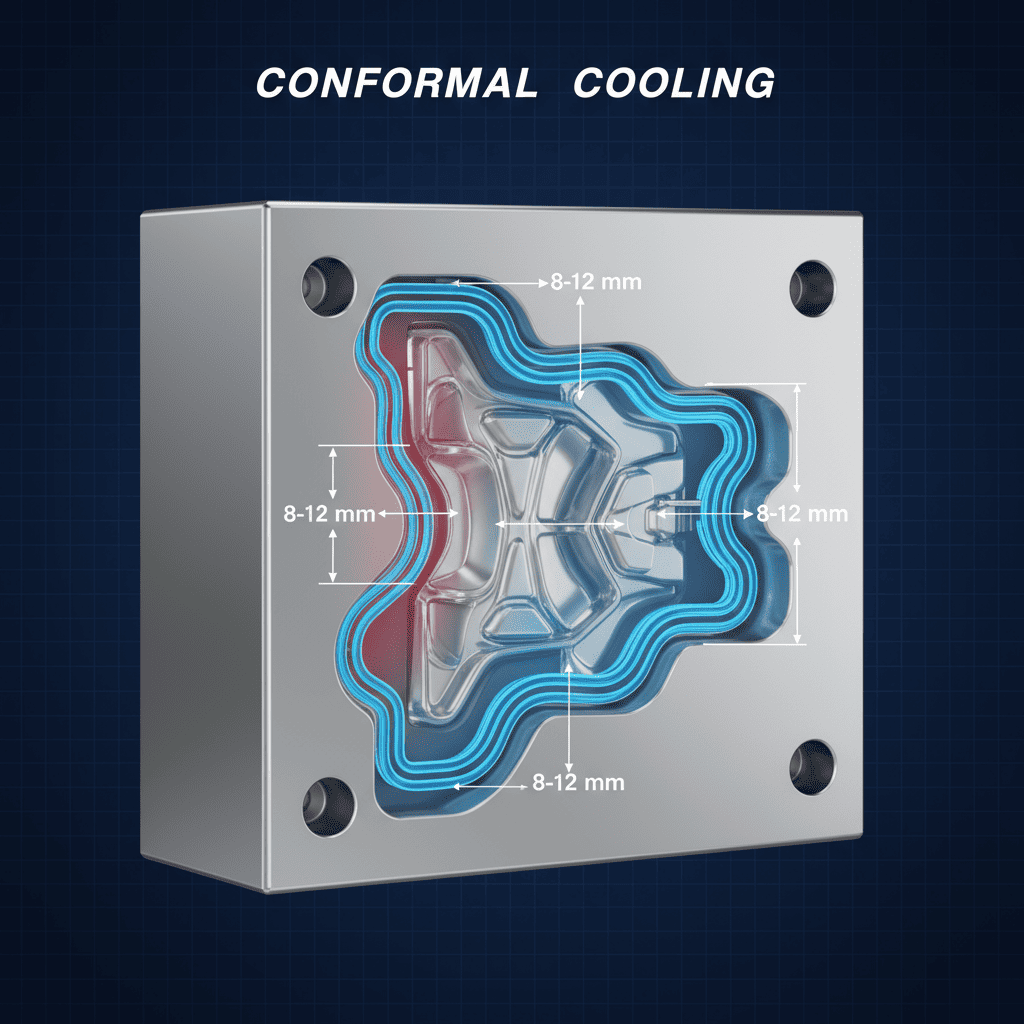
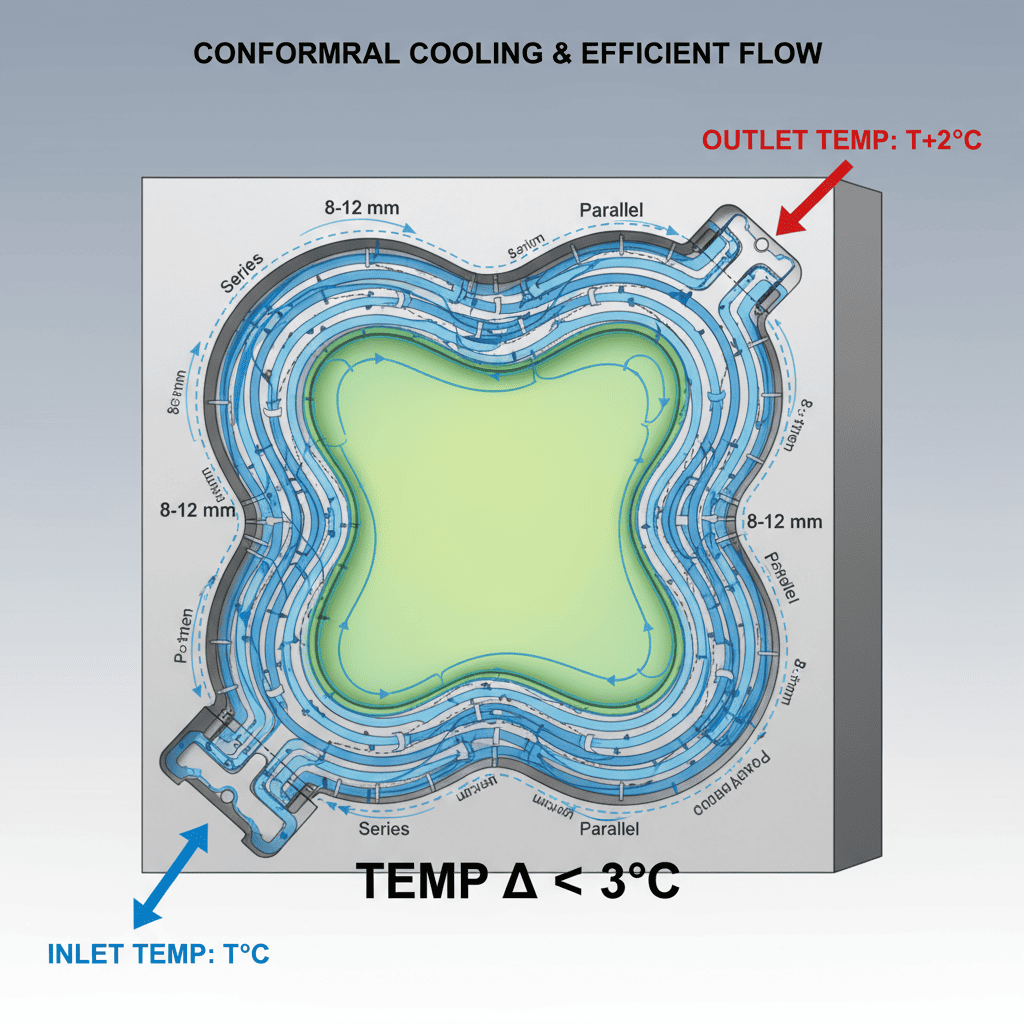
By keeping the channels a uniform 8-12mm from the part surface, we ensure optimal and predictable cooling performance.
What is the best way to manage coolant flow and pressure?
A great layout is useless if the coolant doesn't flow correctly. Slow flow or air bubbles can ruin your cooling efficiency. This leads to inconsistent temperatures and longer cycle times3.
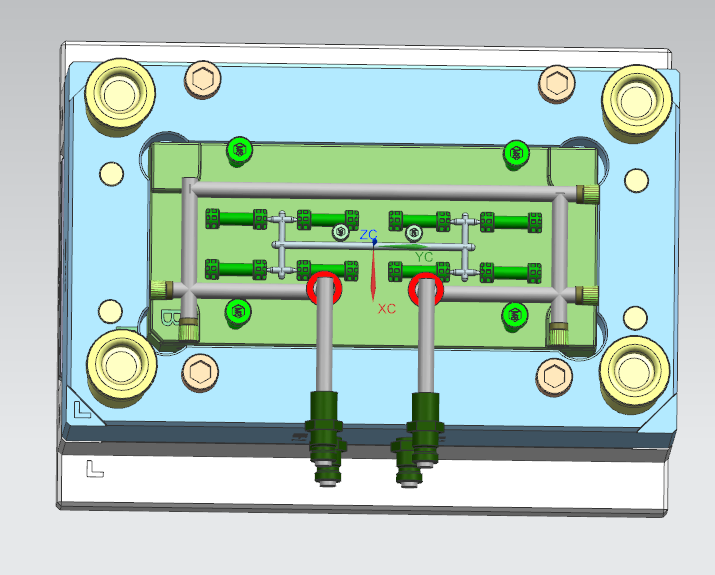
To ensure efficient flow, we use a combination of series and parallel circuits. This strategy prevents long, single loops where the water gets too warm. We aim to keep the temperature difference between the inlet and outlet ports within a tight 2-3°C range for maximum consistency.
Think of your cooling system like a plumbing network. If you have one very long pipe, the water at the end will be much warmer than the water at the start. The same thing happens in a mold. A single, long cooling circuit is inefficient. The mold areas at the beginning of the circuit get cold water, while the areas at the end get lukewarm water. This causes uneven cooling.
To solve this, we design a smarter network. We use multiple parallel circuits to supply cool water to different sections of the mold at the same time. Within each section, we might use a shorter series circuit to cover a specific area. This hybrid approach ensures every part of the mold receives water at nearly the same temperature. We carefully calculate the flow rate to ensure it’s turbulent, not laminar, as turbulent flow transfers heat away much more effectively. We also check our designs to minimize sharp bends that can slow the water down and reduce pressure.
How do you cool difficult spots like thick walls or deep ribs?
Standard cooling channels can't always reach every part of a complex design. Thick walls, deep ribs, and isolated cores trap heat. This causes sink marks, voids, and long cycle times.
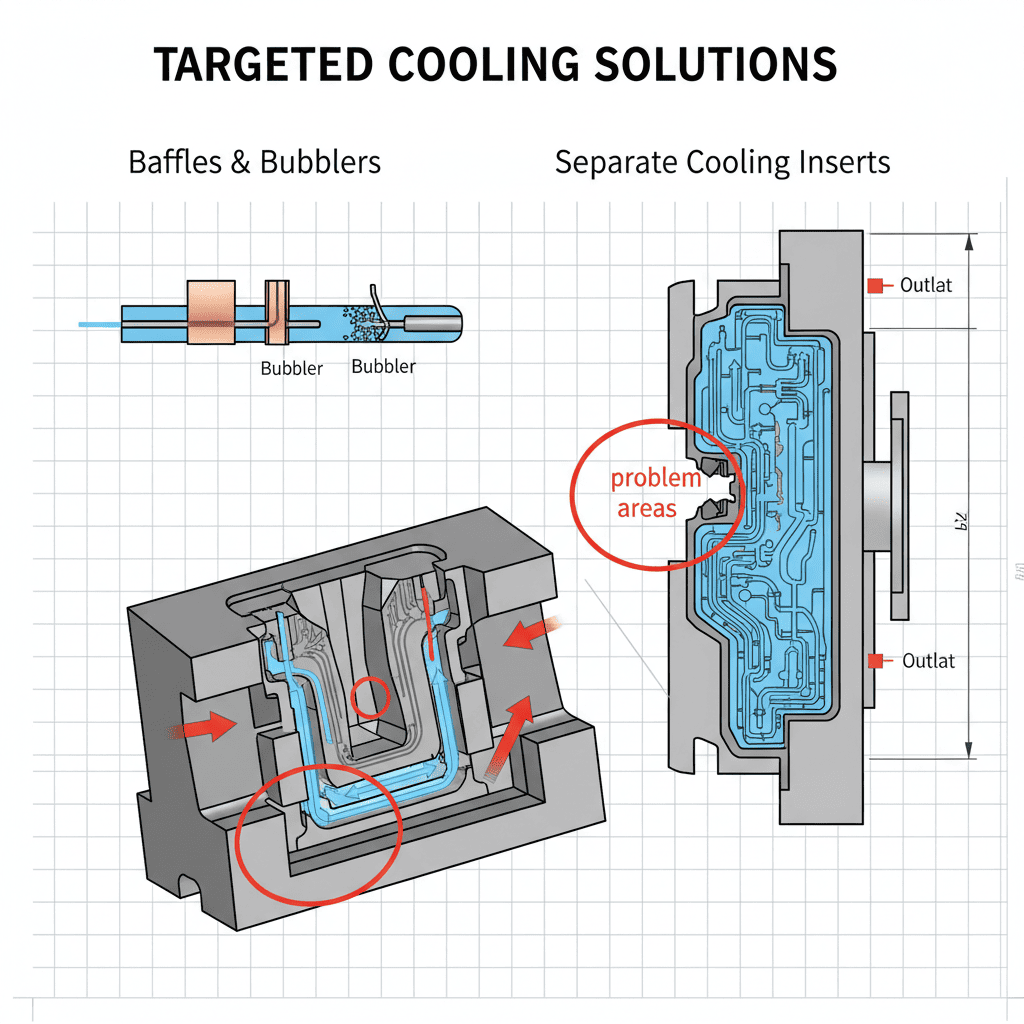
For these problem areas, we use targeted cooling solutions. We might add baffles or bubblers to direct water into tight spots. For the most critical areas, we often design separate inserts with their own dedicated cooling channels to ensure heat is removed efficiently.
When a product design has thick sections, that area holds more heat and takes longer to cool than the rest of the part. If we don't address this, you'll get a sink mark on the surface as the plastic shrinks. Similarly, deep, thin ribs or tall cores are difficult to cool with standard channels running through the mold base.
We have several tools to solve this.
Common Solutions for Hot Spots
- Baffles: These are simple metal plates inside a cooling channel. They force the water to flow up one side and down the other, directing it closer to a hot spot.
- Bubblers (Fountains): This is a tube within a tube. Water flows up the inner tube like a fountain and cascades down the outer wall, effectively cooling tall, isolated cores.
- Thermal Pins: In some cases, we use high-conductivity metal pins, like copper, to draw heat from a small, isolated hot spot and transfer it to a nearby cooling channel.
- Inserts with Conformal Cooling: For the ultimate precision, we create a separate piece of the mold (an insert) for the complex feature. This insert can have its own dedicated conformal cooling channels built directly into it, providing the most effective cooling possible.
Conclusion
Optimizing your mold's cooling system is the most effective way to shorten cycle times, improve part quality, and lower production costs. It requires a strategic and detailed approach.
Explore this resource to understand how to enhance your cooling system for better efficiency and reduced costs. ↩
Explore factors affecting dimensional stability to ensure high-quality molded products. ↩
This resource provides insights on reducing cycle times, leading to increased productivity and lower costs. ↩





