 跳到内容
跳到内容 

Your strong polycarbonate parts are failing. You see bubbles, cracks, and warping, which ruins your production schedule. Let's look at the core problems and how to fix them.
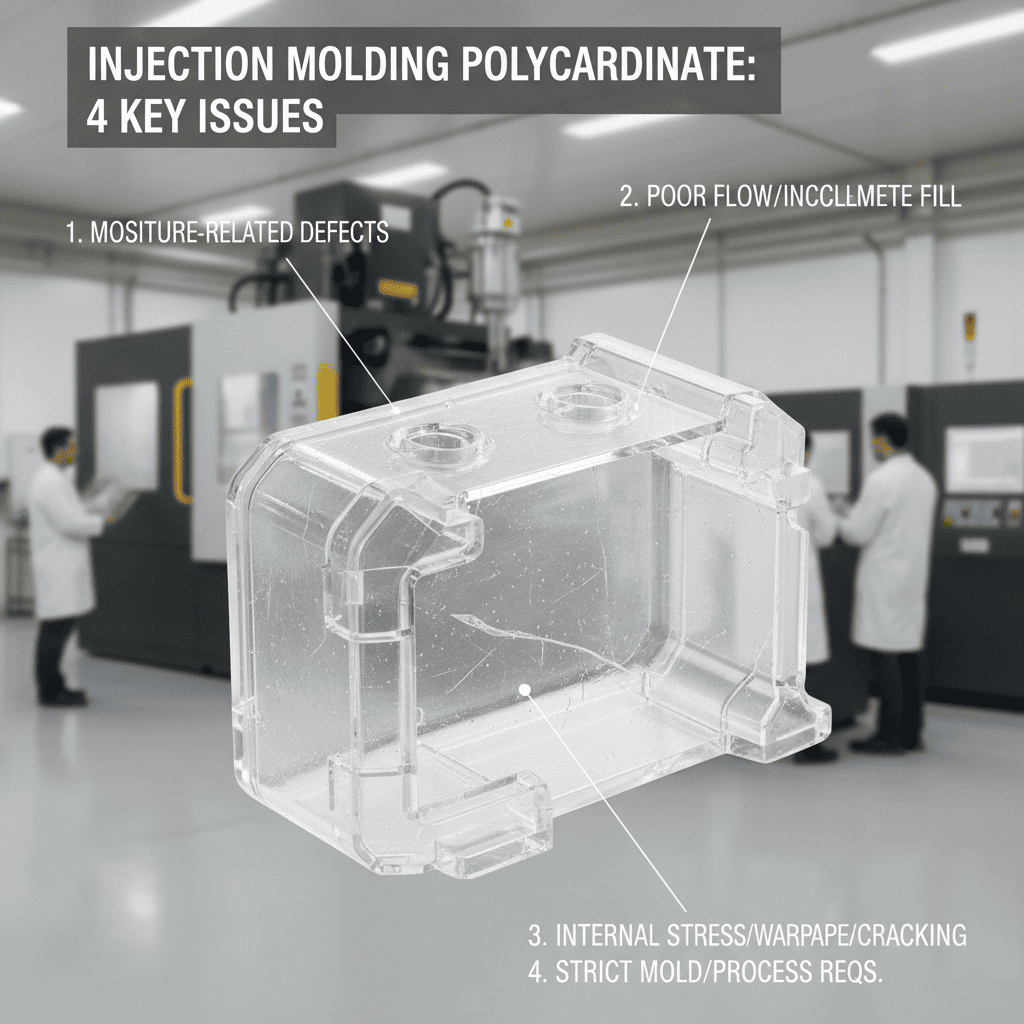
Injection molding polycarbonate often faces four key issues. These are moisture-related defects, poor flow causing incomplete filling, internal stress leading to warpage and cracking1, and very strict mold and process requirements. Each problem needs careful attention to solve.
Polycarbonate is a fantastic material, known for its toughness and clarity. I've used it in countless projects, from automotive parts to electronic housings. But its strength comes with challenges. If you don't respect the material's properties, you'll run into trouble. Let's break down these problems one by one so you can avoid them in your next project. It all starts with something as simple as water.
Why does moisture cause so many defects in polycarbonate parts?
Silver streaks and bubbles are ruining your polycarbonate parts. These defects mean the parts are weak and will likely fail. The hidden enemy is moisture, and proper drying is key.
Polycarbonate is highly hygroscopic, meaning it absorbs moisture from the air. During molding, this trapped water turns to steam, causing hydrolysis. This chemical breakdown degrades the material, creating visual defects like silver streaks and bubbles and severely reducing its impact strength and durability.
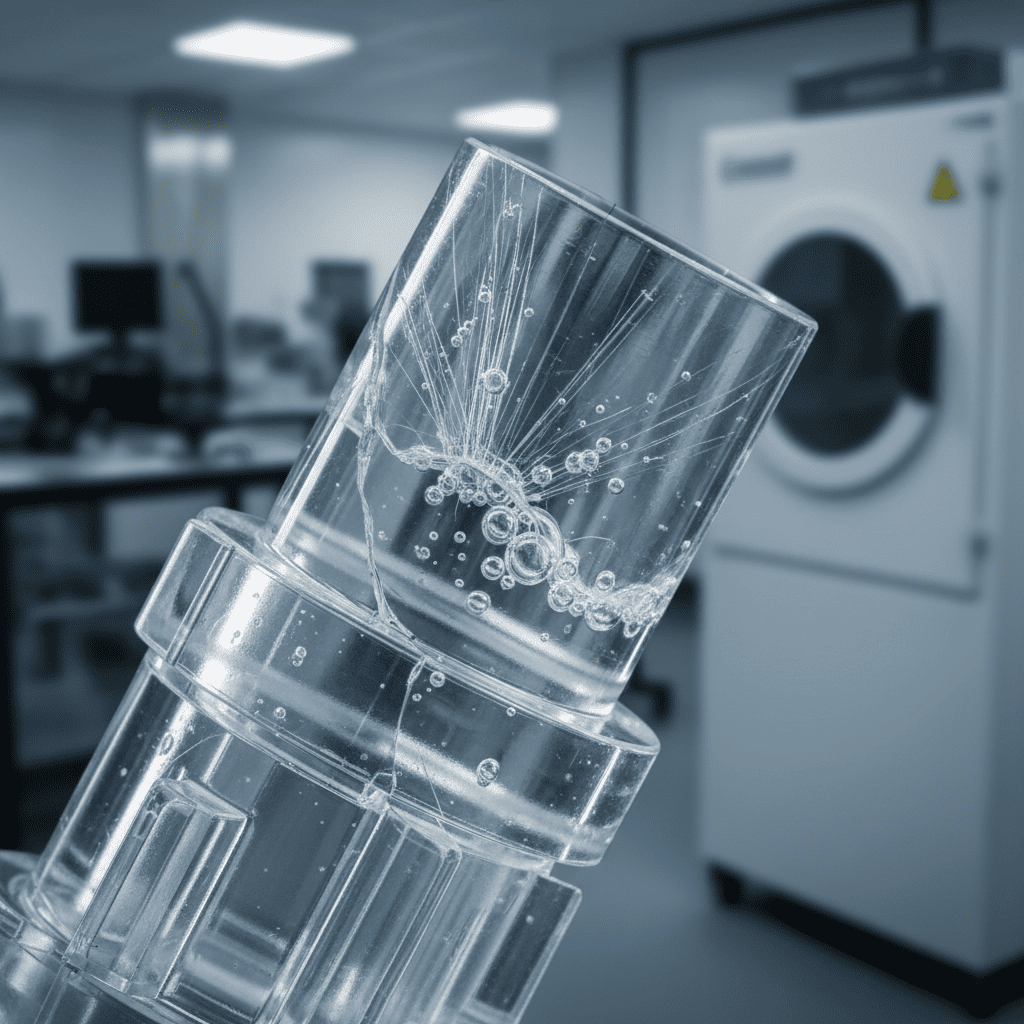
I can't stress this enough: moisture is the number one enemy of polycarbonate. This material acts like a sponge, pulling water right out of the air. When those wet pellets hit the hot barrel of the injection machine, the water turns into steam. This process, called hydrolysis, literally breaks down the long polymer chains that give PC its incredible strength. What you get is a part that looks okay from a distance but is fundamentally weak. The visual signs are obvious. You'll see ugly silver streaks or small bubbles trapped under the surface. But the real danger is invisible. The part's impact strength and weather resistance can be cut in half. A part that was designed to withstand a drop will now shatter.
The Critical Role of Pre-Drying
The only way to win this battle is with proper pre-drying. You absolutely must get the moisture content below 0.02% before molding. Anything higher, and you are asking for trouble. We have strict protocols for this at our facility.
| Drying Parameter | Recommended Value | Why It's Important |
|---|---|---|
| Temperature | 120°C (250°F) | Hot enough to evaporate moisture without degrading the polymer. |
| Drying Time | 2 to 4 hours | Ensures the heat penetrates every single pellet in the hopper. |
| Dew Point | Below -30°C (-22°F) | Dry air is crucial to pull the moisture out of the pellets effectively. |
You need a good desiccant dryer that can maintain these conditions consistently. Simply using a hot air hopper won't work because it just blows more humid air over the pellets. This is a non-negotiable step for high-quality PC parts.
How does poor flowability affect complex part design?
You designed a beautiful, complex part with thin walls. But when you mold it in polycarbonate, the mold doesn't fill completely, and ugly lines appear where plastic fronts meet.
Polycarbonate has high melt viscosity, meaning it flows like thick honey, not water. This makes it difficult to fill thin-walled sections (≤1mm) or complex cavities, leading to short shots, prominent weld lines2, and weak structural integrity where the material meets.
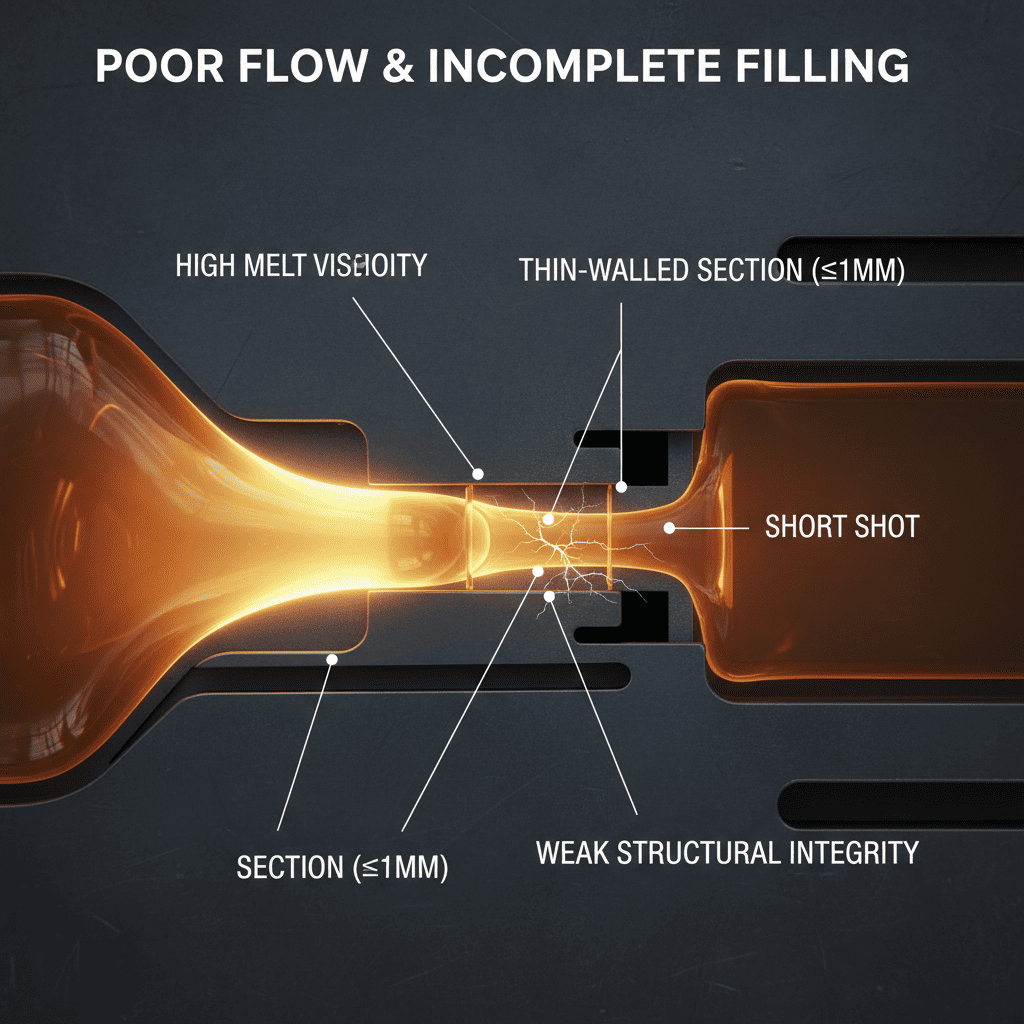
Think of trying to push cold molasses through a tiny straw. That's what it feels like for an injection molding machine trying to push polycarbonate into a complex mold. Its high viscosity is a major challenge, especially for today's designs that demand thin walls and intricate features. When the material doesn't flow easily, several problems pop up. The most obvious one is a "short shot," where the plastic doesn't fill the entire mold cavity, leaving you with an incomplete part. Another serious issue is weld lines. These are lines that form where two or more fronts of molten plastic meet inside the mold. Because PC is so viscous and cools quickly, these fronts don't always merge together perfectly. This creates a weak spot that can easily break under stress. I once worked on a project for an electronics enclosure where the weld line was right next to a screw boss. The parts kept cracking during assembly until we completely redesigned the gate location to move the weld line away from that high-stress area.
Strategies to Improve PC Flow
You can't change the nature of the material, but you can change your process and mold design to help it flow better. It's a game of reducing resistance and keeping the material hot and moving.
| Strategy | Action | Expected Outcome |
|---|---|---|
| Increase Temperatures | Raise the melt and mold temperature3s to their upper limits. | Reduces viscosity and makes the plastic flow more easily. |
| Optimize Gate Design | Use larger gates (e.g., tab or fan gates) positioned to fill thick sections first. | Reduces pressure drop and helps pack the part effectively. |
| Increase Injection Speed | Use a faster injection speed. | Fills the cavity before the material has a chance to cool and solidify. |
| Use Flow-Grade PC | Select a lower viscosity grade of polycarbonate if the design allows. | The material itself is easier to process, but may have lower impact strength. |
Each of these adjustments needs to be balanced carefully. For instance, raising the temperature too high can degrade the material, undoing all the benefits. It takes experience to find the perfect processing window for each unique part.
Why do polycarbonate parts warp and crack after molding?
Your PC parts look perfect coming out of the mold. But a day later, they've warped out of shape, or worse, tiny cracks appear near sharp corners, especially after exposure to chemicals.
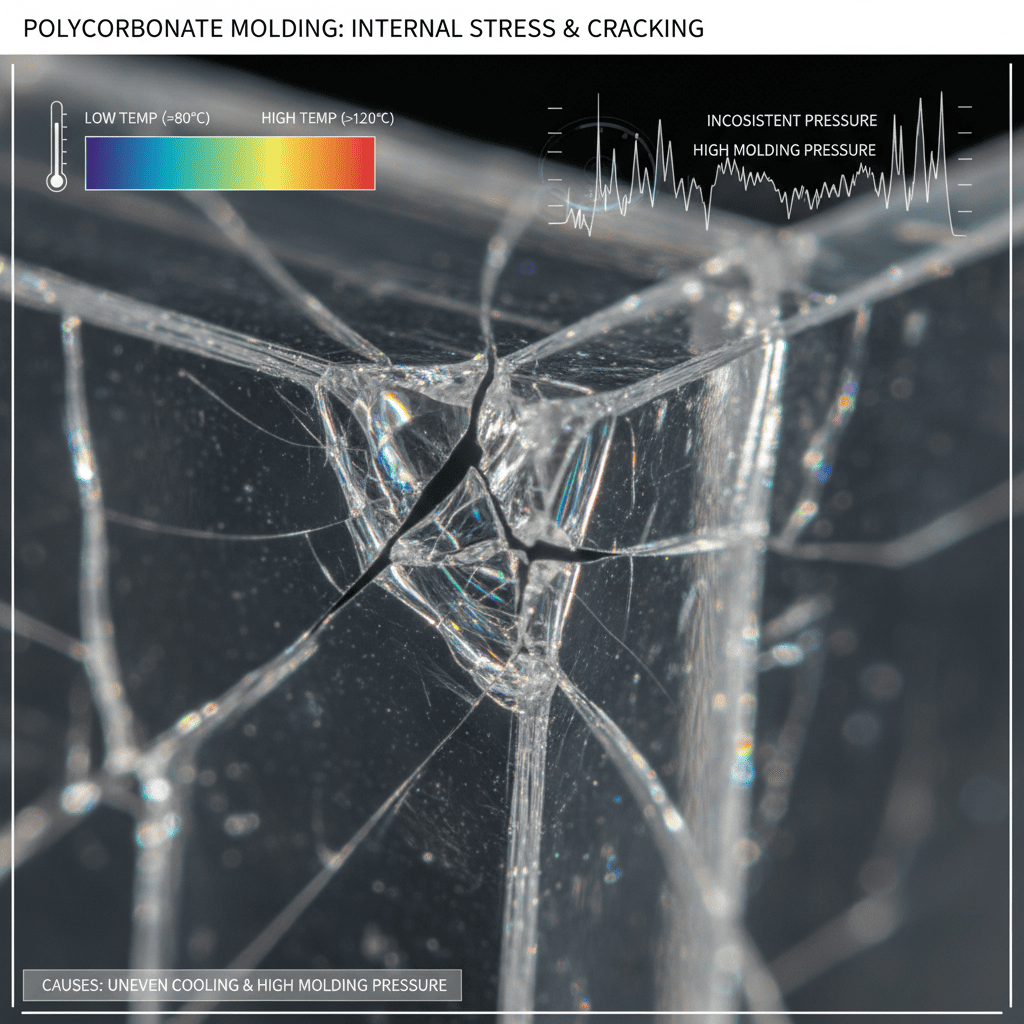
Polycarbonate's poor thermal conductivity causes uneven cooling. This, combined with high molding pressures, creates significant internal stress. This locked-in stress can cause parts to warp over time, or lead to cracking, particularly in high-stress areas like sharp corners.
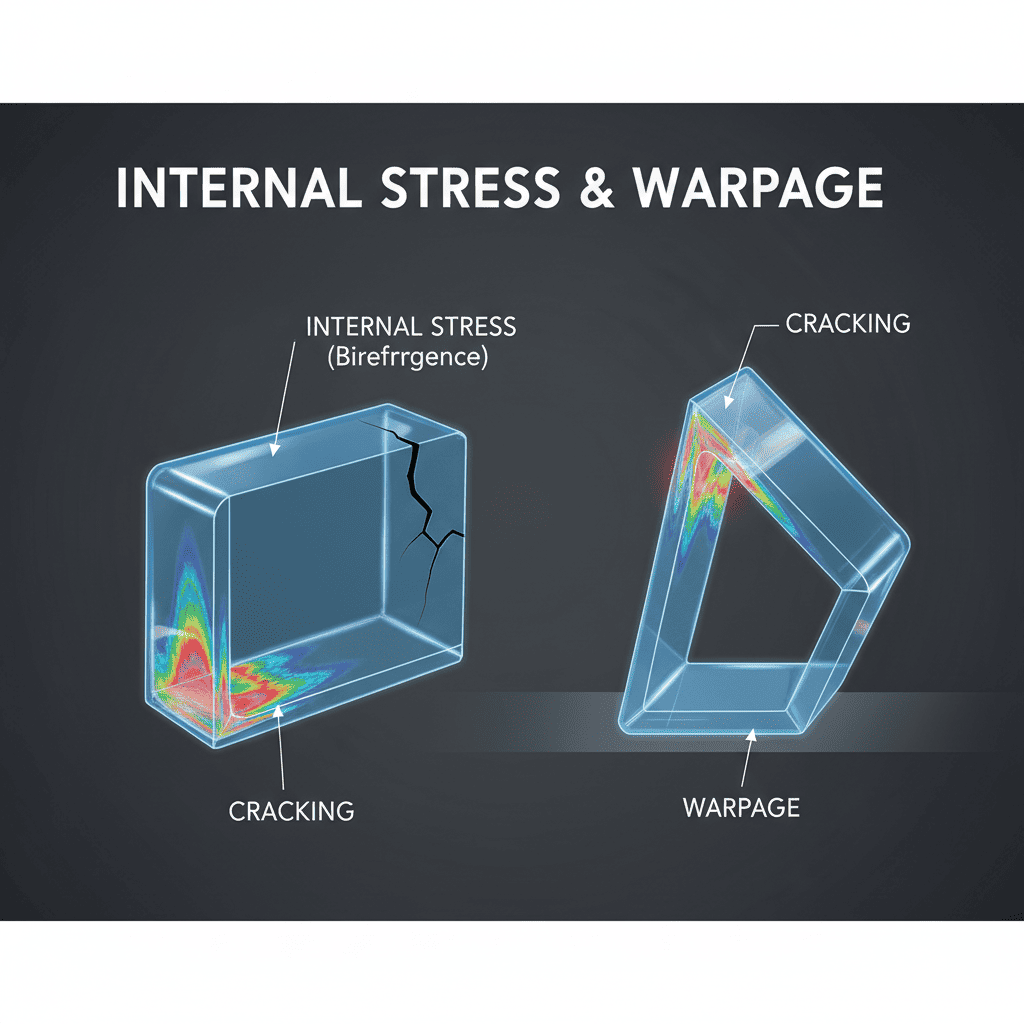
Internal stress is a silent killer for plastic parts. With polycarbonate, the problem is especially bad. Because PC doesn't conduct heat well, the outer surface of the part cools and solidifies much faster than the inner core. As the hot core eventually cools and shrinks, it pulls on the already-solid outer skin. This creates a massive amount of internal tension, or stress. The part is essentially trying to tear itself apart from the inside. At first, you might not see anything. But this stored energy will eventually release. It might cause the part to warp, bending out of its intended shape. Or, it can lead to stress cracking. I've seen this happen with parts that are exposed to common chemicals like cleaning agents or oils. The chemical attacks the stressed areas, and cracks appear out of nowhere. Sharp internal corners are the worst offenders because they act as stress concentrators, making them extremely vulnerable to failure.
Controlling Internal Stress and Warpage
The goal is to cool the part as slowly and uniformly as possible. This allows the internal stresses to relax and dissipate before they are permanently locked into the part. It requires precise control over both the mold and the process.
| Control Point | Method | Rationale |
|---|---|---|
| Mold Temperature | Maintain a high and uniform mold temperature, typically 80-120°C (176-248°F). | A hot mold slows down the cooling rate4 of the part's outer surface, allowing the core to cool more uniformly with it. |
| Part Design | Use generous radii on all corners and maintain uniform wall thickness. | Avoids sharp corners that concentrate stress and thick sections that cool much slower than thin ones. |
| Packing Pressure | Optimize packing pressure and time to be just enough, not excessive. | Over-packing the part forces more material into the mold, which increases internal stress as it cools and shrinks. |
| Annealing | Post-mold heating of the part in an oven. | A controlled heating and slow cooling cycle allows the polymer chains to relax, relieving most of the locked-in stress. |
Managing internal stress is a holistic process. It starts with good part design, is controlled by a precise molding process, and can be finalized with post-molding treatments like annealing.
Why is the process window for polycarbonate so narrow?
You've finally dialed in your process, and parts look great. Then, a small change in room temperature or a slight pressure variation happens, and suddenly you're making bad parts again.
Polycarbonate demands strict and stable process control. Its properties are very sensitive to variations in mold temperature, injection pressure, and speed. A low mold temperature3 (<80°C) or poorly designed cooling can cause surface defects, while inconsistent process parameters easily lead to defects.
Molding polycarbonate is like walking a tightrope. The "process window"—the range of settings that produce a good part—is very narrow. You don't have much room for error. Everything from the mold temperature to the injection speed needs to be just right. If your mold temperature is too low, the plastic will freeze before it can properly replicate the mold surface, resulting in a dull finish or shrink marks. If it's too high, the cycle time becomes too long. The gate design is also critical. A gate that's too small will require extremely high pressure to fill, which shears the material and creates a lot of stress. At our company, Ambition Industrial, we spend a lot of time on mold design and simulation specifically for materials like PC. We make sure our cooling channels are engineered to provide even temperature across the entire mold cavity. We also use machines with excellent process stability, because we know that even a small fluctuation can be the difference between a perfect part and a reject.
Key Factors for a Stable PC Molding Process
Success with polycarbonate comes down to precision and consistency. You need to control every variable and ensure your mold is designed specifically for this demanding material.
| Factor | Requirement | Impact if Not Met |
|---|---|---|
| Mold Temperature Control | Must be stable and uniform, above 80°C. | Low temp causes surface defects (sinks, gloss issues); uneven temp causes warpage. |
| Gating and Venting | Large, well-placed gates and adequate vents. | Small gates increase stress and flow issues; poor vents trap air, causing burns. |
| Machine Stability | Consistent injection speed, pressure, and clamp tonnage. | Fluctuations cause dimensional inconsistencies5, short shots, and flash. |
| Material Consistency | Use high-quality, consistently dried raw material. | Variations in material (e.g., moisture content, MFI) will disrupt the stable process window. |
Ultimately, molding polycarbonate successfully is a sign of a high-quality manufacturing6 operation. It requires good equipment, a well-designed mold, and a deep understanding of material science7. It's not a material for beginners, but when handled correctly, the results are outstanding.
Conclusion
Successfully molding polycarbonate requires overcoming challenges with moisture, flow, stress, and process control. Mastering these areas is key to producing strong, reliable, and defect-free parts.
Identifying the causes of warpage and cracking can lead to more durable and reliable polycarbonate products. ↩
Learning about weld lines can help you design parts that are structurally sound and reliable. ↩
Mold temperature is a key factor in part quality; learning about it can help you optimize your process. ↩
Controlling the cooling rate is crucial for part integrity; understanding it can improve your results. ↩
Identifying causes of dimensional inconsistencies can help you achieve precise and accurate parts. ↩
Understanding the principles of high-quality manufacturing can elevate your production standards. ↩
A solid understanding of material science is essential for successful molding; exploring this can enhance your expertise. ↩






