

Your part design has side holes or clips. But a standard mold can't release them without damage. You need a solution that works without redesigning the entire product.
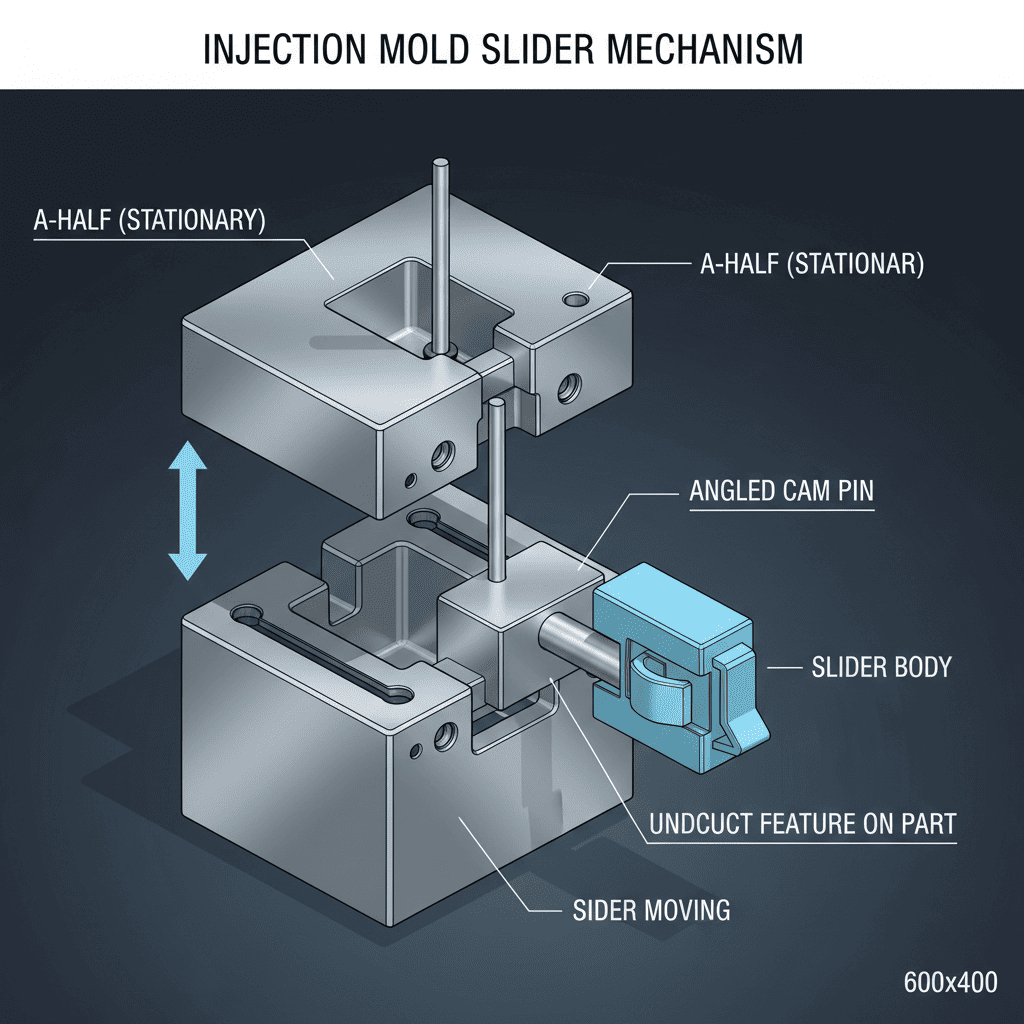
A slider is a moving component within an injection mold. It uses an angled pin to move sideways when the mold opens or closes. This action allows the molding of complex features like undercuts, clips, and side holes that would otherwise be impossible to release from the mold.
Understanding what a slider is just scratches the surface. The real value comes from knowing how to use them effectively. Sliders are more than just a moving part; they are a sophisticated tool for spatial problem-solving in your product design. When you see how they work and why precision is so critical, you’ll understand how they can make or break a project. Let's explore what really matters.
How do sliders create features that are impossible to mold directly?
You've designed the perfect clip, but it's trapped by the mold steel. Standard ejection is not an option. Your clever design seems impossible to manufacture without a costly, complex process.
Sliders solve this by converting the vertical opening motion of the mold into horizontal movement. An angled pin fixed to one mold half drives the slider sideways, pulling the steel core out of the undercut before the part is ejected. This creates a clear path for release.
At its heart, a slider is a tool for spatial compromise. It's an elegant solution to a fundamental geometric problem in molding. I often call it a "space conversion tool" because it transforms the simple up-and-down movement of the press into the precise side-to-side action needed for complex parts. This is especially true for products like the STEM toy blocks we manufacture for many clients. These blocks need to connect on multiple faces, which requires intricate side clips and holes. Without sliders, these designs would be impossible.
The Angled Pin Mechanism
The magic is in the angled pin and the matching angled hole in the slider block.
- Mold Closing: As the mold closes, the angled pin enters the slider, pushing it forward into its final molding position. It is now ready to form the side feature of the part.
- Mold Opening: As the mold opens, the angled pin pulls out. Its angle forces the slider to retract, moving it away from the plastic part. The undercut is now clear.
Why This is a "Spatial Solution"
Think about a simple box. You can easily push it out of a mold. Now, add a snap-fit clip on its side. That clip is an undercut; it will catch on the mold wall during ejection. The slider creates temporary space, moving the steel that forms that clip out of the way before ejection begins. It's a clever way to compromise with the physical limitations of the mold.
| Feature Type | Standard Mold Ejection | Slider-Assisted Ejection |
|---|---|---|
| Vertical Walls | Possible | Possible |
| Top/Bottom Holes | Possible | Possible |
| Side Holes | Impossible | Possible |
| Side Clips/Hooks | Impossible | Possible |
| Side Threads | Impossible | Possible |
Why does the precision of a slider matter so much?
Your parts look good, but they don't assemble correctly. The clips don't snap together, or the side holes are slightly off-center. You are facing high scrap rates and customer complaints.
Slider precision directly determines the dimensional accuracy and consistency of your final product. The tight clearance between the guide components, often under 0.02mm, prevents wobble and ensures every side feature is molded in the exact same position, part after part.
When we talk about quality in injection molding, we are often talking about consistency. For a brand manager of a toy company, having building blocks that fit together perfectly every time is non-negotiable. This is where slider precision becomes a make-or-break factor. Based on my 15 years of experience, I can tell you that a worn slider is one of the top reasons for production halts. The fit between the slider's guide bushing and the angled pin is where the battle for quality is won or lost.
The Critical Clearance
The gap between the moving slider and its guiding components must be incredibly small. We aim for a clearance of ≤0.02mm. Why so tight? Any extra space allows the slider to shift or vibrate slightly during injection. This tiny movement translates into a much larger dimensional error on the final part. A clip might be too thick, or a hole might be off-center, making assembly impossible.
The Real-World Cost of Wear
Over thousands of cycles, friction causes wear on the guiding surfaces. This increases the clearance. In our factory, we've tracked production data for years. For complex parts like toy blocks, we've found that over 30% of defects can be traced back to slider wear. It's a silent killer of efficiency. The part looks fine visually, but it fails the function test. This makes regular mold maintenance, specifically checking and replacing slider components, a critical part of our quality assurance process.
| Clearance | Slider Movement | Part Quality | Scrap Rate |
|---|---|---|---|
| ≤0.02mm | Stable, precise | Consistent, within tolerance | <1% |
| 0.03-0.05mm | Minor wobble | Inconsistent dimensions | 15-20% |
| >0.05mm | Significant play | High risk of failure | >30% |
Can modular sliders make my project more efficient?
You need molds for a whole family of similar products, but each has a slight variation. The cost and lead time for a unique mold for each version are prohibitive.
Yes. A modular slider design is a game-changer for efficiency. By standardizing the slider base and only customizing the core-pulling insert, you can drastically reduce costs and lead times. This approach is perfect for product families with shared architectures but different side features.
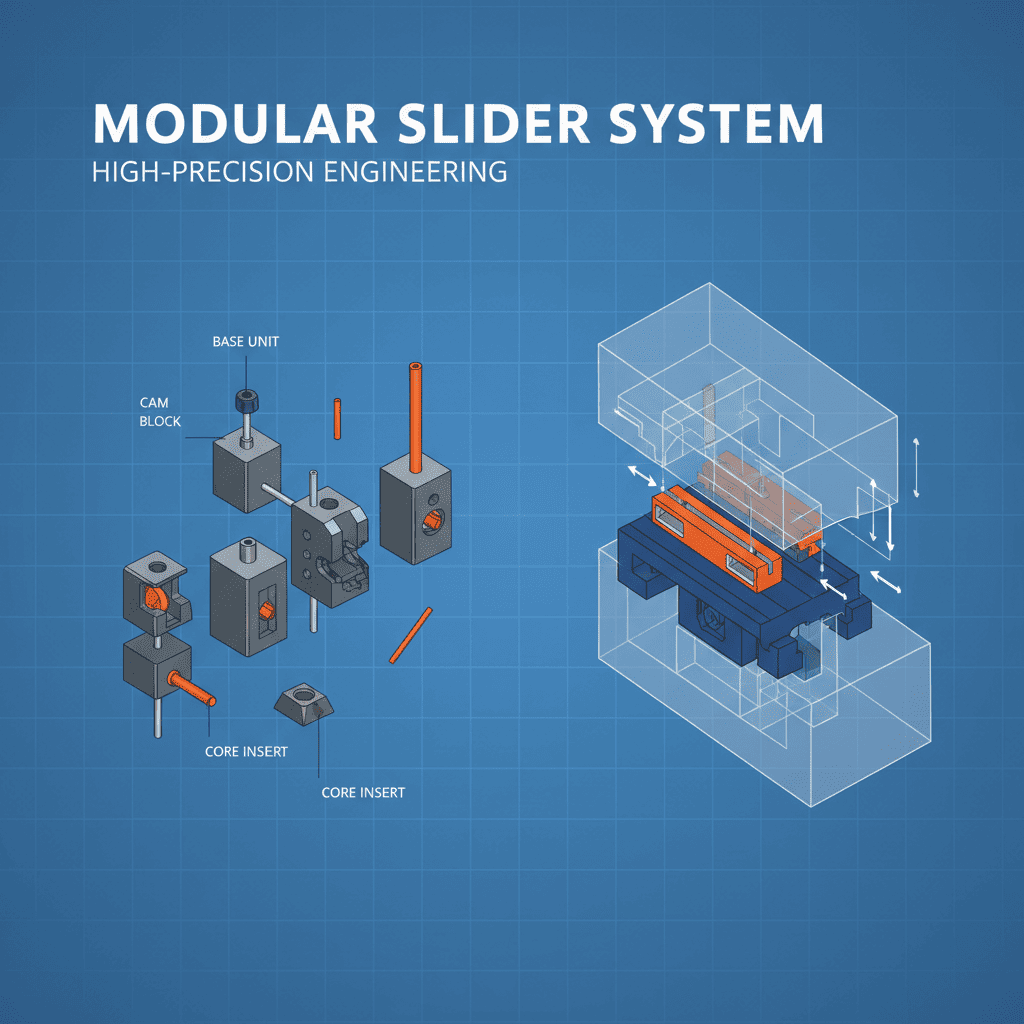
Many of my clients, especially those in the electronics and toy industries, don't just order one product. They have a whole line-up. For example, a toy set might have 20 different types of building blocks. While the main body of the block is similar, the side connection points change. This is where we propose a modular slider strategy. It’s a smart way to manage the "small batch, multiple orders" reality of global trade. From our experience, this can shorten the custom mold development cycle by up to 40%.
Standard Base + Custom Insert
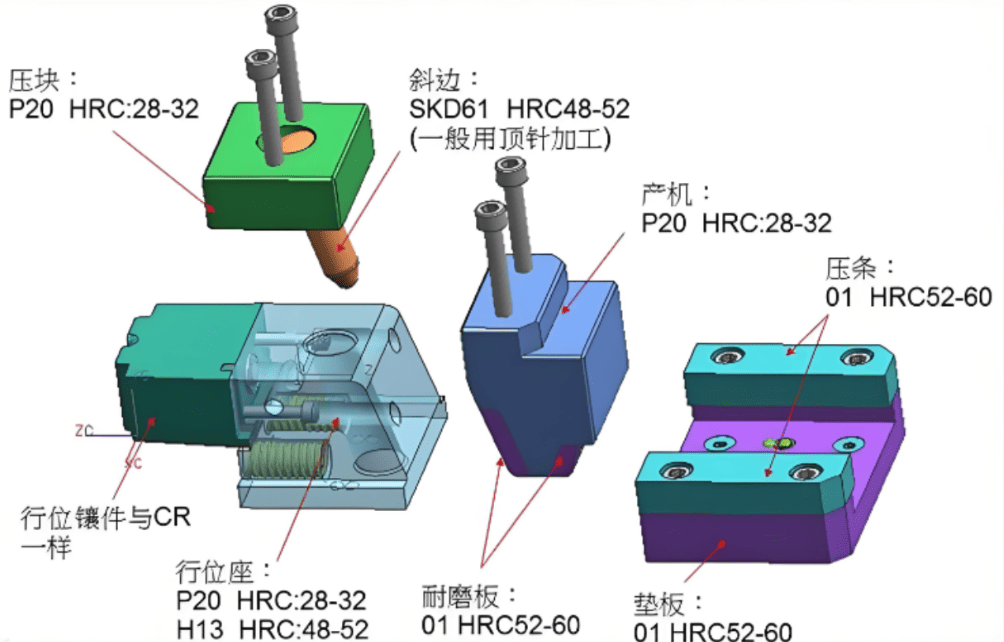
The concept is simple but powerful. We design and build a universal slider base that fits into the mold. This base contains all the standard guiding and locking components. The only part we customize for each product variation is the "head" or "insert" — the piece of steel that actually forms the part's side feature.
- Standardized Base: This is the main body of the slider. It includes the guide rails, wear plates, and the angled pin channel. We can produce these in advance, keeping them in stock.
- Customized Insert: This is a smaller, simpler piece of steel. It's much faster and cheaper to manufacture just this small insert than an entire new slider assembly.
The Impact on Cost and Speed
The benefits are immediate. Instead of waiting for a full custom slider, you're only waiting for a small insert. This reduces machining time and material costs. It also simplifies your spare parts inventory. You stock a few standard bases and then only need the small, inexpensive inserts for each product version. This approach aligns perfectly with the agile manufacturing needs of our international clients, helping them get to market faster and at a lower cost.
| Approach | Design Time | Manufacturing Time | Spare Part Cost |
|---|---|---|---|
| Full Custom Slider | 5-7 days | 10-15 days | High |
| Modular Slider | 2-3 days (for insert) | 4-6 days (for insert) | Low |
Why is choosing the right material for a slider so important?
Your mold is new, but after just a few thousand shots, you see drag marks on your parts. The slider is wearing out prematurely, forcing you to stop production for costly repairs.
The slider material is crucial for durability and part quality. The choice depends entirely on the plastic you are injecting. A mismatch can cause rapid wear, sticking, or damage, increasing the slider's wear rate by up to three times and leading to production failure.
I remember a project with a new client developing educational toys. They insisted on using a standard steel for the sliders to save on initial costs, even though the parts were made of ABS, a common but abrasive plastic. After only 20,000 shots, the sliders were so worn that the side clips on the parts were out of spec. We had to stop production and remake the sliders with the correct material and heat treatment. This case taught me a valuable lesson: selecting the right slider material isn't about cost-saving; it's about risk management and ensuring long-term production stability.
Matching Material to Plastic
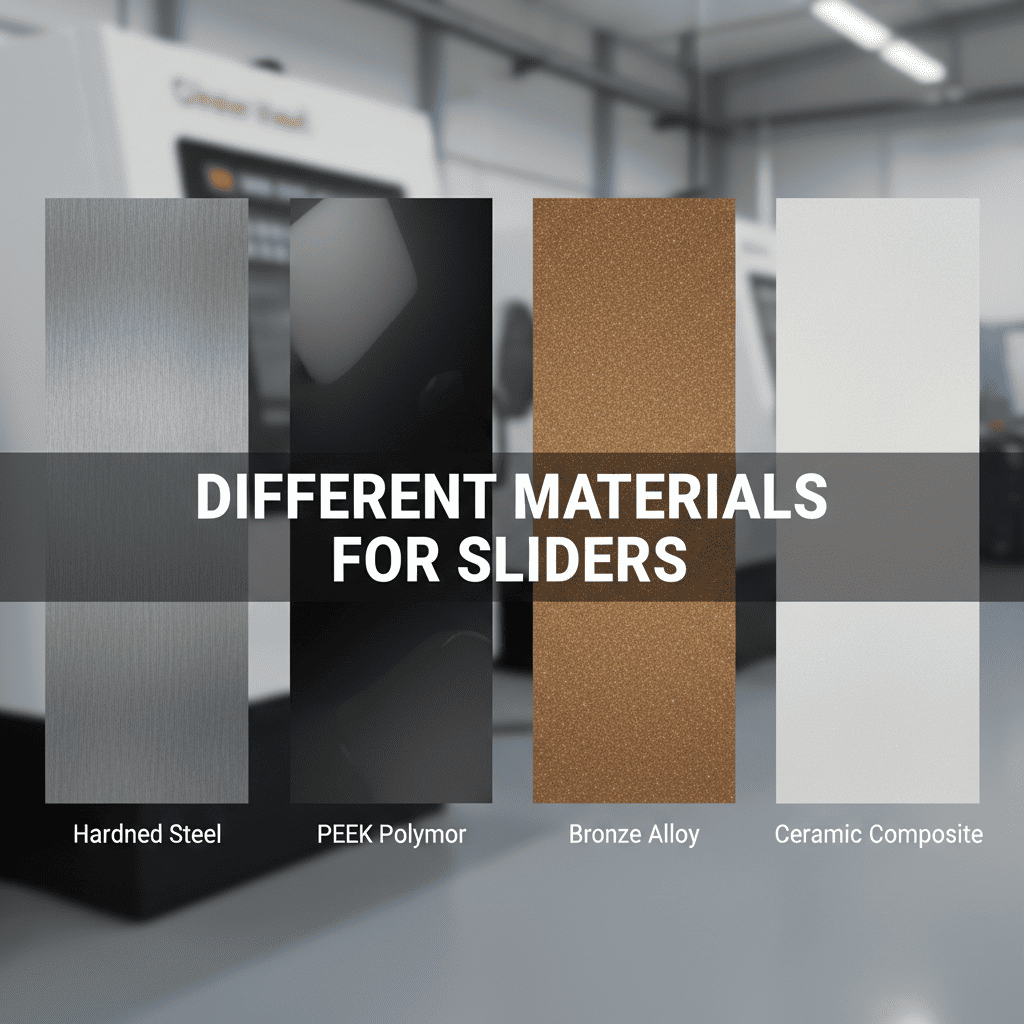
The interaction between the hot plastic and the slider's steel surface is intense. Different plastics behave differently, so the slider material must be chosen to counteract their specific properties.
- For General-Purpose Plastics (ABS, PP, PS): These are common in toys and consumer goods. We use a high-quality mold steel like S136 and harden it through quenching to a Rockwell hardness of HRC58-62. This creates an extremely hard, wear-resistant surface that can withstand millions of cycles. For extra lubricity, a PTFE (Teflon) coating can be applied.
- For Soft Plastics (TPR, TPE): These materials can be sticky. A standard steel slider can cause the part to cling to it, leading to release issues. For these applications, we use beryllium copper inserts. Beryllium copper has excellent thermal conductivity, which helps cool the part surface quickly, reducing stickiness.
The Consequence of a Mismatch
Using the wrong material is a costly mistake. If you use a soft, unhardened steel slider with an abrasive plastic like glass-filled nylon, you will see significant wear in a short time. Conversely, if you use a standard steel slider for a sticky TPR part, you'll struggle with high defect rates from parts getting damaged during ejection. The correct material choice is a fundamental requirement for a reliable, high-performance mold.
Conclusion
A slider is an essential tool in injection molding, turning complex designs into manufacturable products. Its precision, design, and material directly impact your project's success, efficiency, and final quality.





