

Choosing between a hot or cold runner system feels like a major crossroad. Making the wrong choice can lead to wasted materials, slower production, and quality issues down the line.
Hot runner systems1 save material and shorten cycle times, making them ideal for high-volume, high-value parts. Cold runner systems2 have a lower initial cost and are simpler, which is better for smaller batches and cost-sensitive products. Your choice depends on production volume, material cost, and quality needs.

For the last 15 years, I've guided clients through this exact decision at Ambition Industrial. A project manager for an electronics company once told me, "I just want the best one." But the truth is, there is no single "best" system. The best choice is the one that fits your project's specific needs for cost, speed, and quality. It's a trade-off, and understanding that trade-off is the key to making a profitable decision.
Which system wastes less material and saves more money?
Worried about expensive plastic going to waste? Every bit of scrap material from a runner is money straight out of your budget, especially with high-performance polymers.
Hot runner systems have almost zero material waste because the plastic in the runner stays molten, directly reducing long-term costs. Cold runner systems create a solid runner that must be reground or discarded, but their lower initial mold cost is better for small projects.

I remember a project for a medical device company using PEEK, a very expensive plastic. For them, a cold runner system was out of the question. The cost of the wasted material from the runners on every single shot would have been enormous over the production run. We designed a hot runner mold, and the material savings paid for the higher initial mold cost in just a few months. The key is to balance the upfront investment with the long-term savings.
The Hot Runner Advantage: No Waste
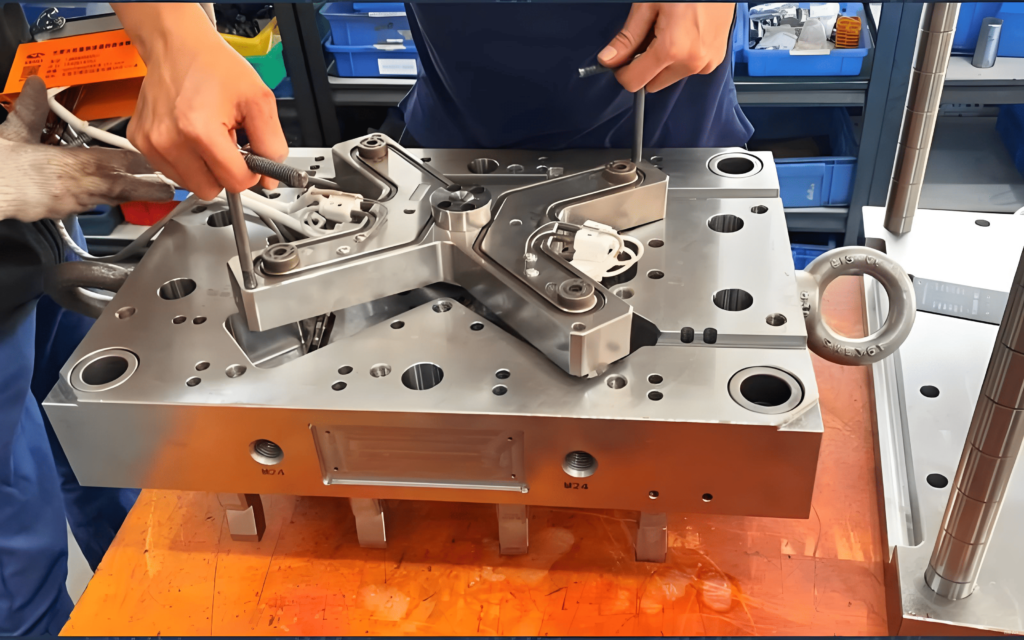
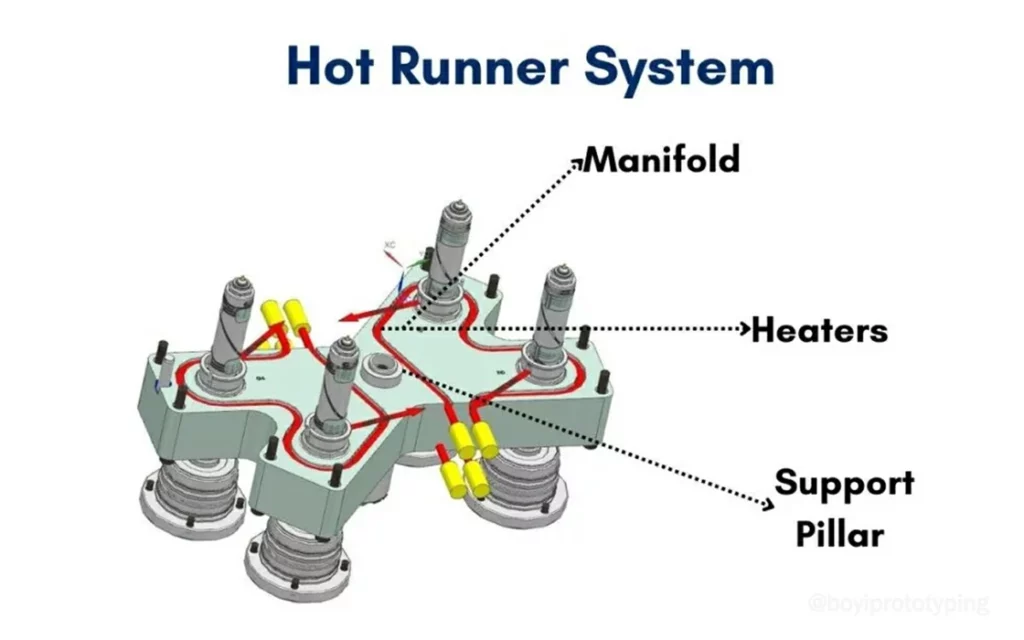
A hot runner system is essentially an extension of the injection molding machine's nozzle. It's a heated manifold that keeps the plastic in a molten state all the way to the mold cavity. Because the runner system itself is hot, no solid runner is created. This means:
- 100% Material Utilization: All the plastic you buy goes into your parts, not the recycling bin. This is a huge advantage for expensive engineering plastics like PEEK, PC, or Nylon with glass fiber.
- Higher Upfront Cost: The mold is more complex and requires heating elements and a control system, so the initial investment is higher.
The Cold Runner Advantage: Low Initial Cost
A cold runner is just a simple channel cut into the mold. The plastic cools and solidifies in this channel along with the part.
- Runner Scrap: This solidified runner must be ejected with the part, creating waste. While it can sometimes be reground and reused, this adds labor and can affect material properties.
- Lower Upfront Cost: The mold is simpler to design and manufacture, making it significantly cheaper to build. This makes it a great choice for low-volume runs or when using inexpensive plastics like PP or PE.
How do runner systems affect your production speed and efficiency?
Falling behind on production deadlines? The time it takes to fill, cool, and eject a part can make or break your output targets, and your runner system is a huge factor.
Hot runner systems significantly shorten cycle times because there is no solid runner to cool down, enabling faster production. Cold runner systems have longer cycles but are simpler to maintain and quicker to change over, offering more flexibility for diverse, short-run jobs.
We worked with a toy developer who needed to produce millions of small, intricate parts for a new STEM kit. The mold had 32 cavities. With a cold runner, the runner itself would have been larger than the parts and would have taken a long time to cool. By using a hot runner system, we eliminated the runner cooling time and shaved several seconds off every cycle. Over a run of millions of parts, this saved them weeks of production time. On the other hand, another client who produces promotional items in many different colors preferred a cold runner because cleaning it out for a color change was much faster and simpler.
Hot Runners for Speed and Automation
The biggest efficiency gain with a hot runner is the reduced cycle time. Since you don't have to wait for a bulky runner to solidify, you can eject the parts much sooner. This is especially true for multi-cavity molds. Additionally, because there's no runner attached to the parts, you can easily automate the process. A robot can simply pick the finished parts and place them on a conveyor. This reduces labor costs and eliminates the secondary step of separating parts from the runner.
Cold Runners for Simplicity and Flexibility
| While slower per cycle, cold runner molds are champions of simplicity. | Feature | Cold Runner | Hot Runner |
|---|---|---|---|
| Mold Complexity | Simple, fewer components | Complex, with heaters, manifolds | |
| Maintenance | Easy, quick to service | Requires specialized knowledge | |
| Production Changeover | Fast (e.g., color change) | Slower, more to clean | |
| Initial Debugging | Straightforward | Can be more time-consuming |
This simplicity makes cold runner systems very flexible. If you run many different products in smaller batches, the lower cost of the mold and the ease of maintenance and changeover can make it the more efficient choice overall, even with a longer cycle time.
Can your choice of runner system impact final product quality?
Struggling with defects like sink marks or ugly weld lines on your parts? Your runner system's ability to control the flow and temperature of the plastic is often the root cause.
Yes, absolutely. Hot runners provide better temperature control for a more even fill, reducing defects like weld lines and sink marks, which is crucial for thin-walled parts. Cold runners offer simpler, more stable cooling, which can be better for thick-walled parts3 to prevent warping.

A cosmetics brand came to us needing a cap for a luxury cream jar. The surface finish4 had to be perfect, like glass. Even a tiny flow line or sink mark was unacceptable. A cold runner system would have struggled because the plastic would start cooling as it traveled through the long runner, leading to pressure drops and surface imperfections. We used a valve-gate hot runner system5. This allowed us to precisely control the flow into each cavity, ensuring a uniform fill and a flawless surface finish. The final product was perfect, and it reinforced how critical the runner choice is for high-end aesthetic parts.
Hot Runners for Cosmetic Perfection and Complexity
Because a hot runner keeps the plastic at a consistent temperature right up to the gate, the melt flows into the cavity with more uniform pressure and viscosity. This results in:
- Fewer Defects: It significantly reduces common molding issues like weld lines (where two flow fronts meet), sink marks (depressions in the surface), and short shots (incomplete parts).
- Better for Thin & Complex Parts: The consistent pressure allows you to fill very thin walls and intricate geometries that would be impossible with a cold runner, where the plastic might freeze off before filling the part completely.
- Improved Surface Finish: The gate mark is often much smaller and less noticeable than with a cold runner, or can be eliminated entirely with a valve gate.
Cold Runners for Stability in Thick Parts
While hot runners excel in many areas, they aren't always the best for quality. The complex heating system can sometimes lead to temperature fluctuations if not perfectly controlled. For very thick-walled parts, a simpler cold runner system can be more stable. The cooling process is more straightforward to manage, which can help prevent internal stresses and warping that might occur from uneven cooling in a more complex hot runner mold. For a simple, thick industrial bracket where dimensional stability is more important than surface finish, a cold runner is often the more reliable and cost-effective choice.
When is a hot runner the right choice over a cold runner?
You understand the pros and cons, but now you have a real project on your desk. How do you make the final call between a hot runner and a cold runner system?
Choose a hot runner for high-volume, long-term production, especially with expensive materials or complex, cosmetic parts. Opt for a cold runner for low-volume runs, simple parts, cost-sensitive projects, and when you need the flexibility to change materials or colors frequently.
Making the right choice is about matching the technology to your business goals. For a client developing automotive interior components that will be in production for five years, the higher initial investment in a hot runner is easily justified by the long-term material and cycle time savings. But for a startup client testing a new product idea with a run of only 5,000 units, a simple, low-cost cold runner mold is the smartest way to get to market without a huge upfront investment. It's about looking at the total cost and value over the life of the project.
Decision-Making Guide: Hot vs. Cold Runner
Here is a simple guide we use at Ambition Industrial to help our clients decide. Consider where your project fits best.
| Factor | Choose Hot Runner If... | Choose Cold Runner If... |
|---|---|---|
| Production Volume | High (e.g., >100,000 units/year) | Low (e.g., <20,000 units) or prototype |
| Material Cost | High (e.g., PEEK, PC, GF-Nylon) | Low (e.g., PP, PE, PS) |
| Part Complexity | Complex, thin-walled, multiple cavities | Simple, thick-walled, single cavity |
| Quality Requirements | Flawless surface finish is critical | Minor gate marks are acceptable |
| Cycle Time | Speed and automation are top priorities | Cycle time is not a critical cost driver |
| Project Budget | Higher initial budget is available for long-term ROI | Upfront mold cost must be minimized |
Ultimately, the choice is a strategic one. A hot runner system is a high-performance engine for mass production, delivering speed, quality, and material savings at scale. A cold runner system is a reliable and flexible workhorse, perfect for getting projects off the ground quickly and affordably.
Conclusion
The debate isn't about which system is better, but which is right for you. Hot runners excel in high-volume, high-value production, while cold runners offer simplicity and low initial cost.
Explore the advantages of hot runner systems, including material savings and faster cycle times, ideal for high-volume production. ↩
Learn about cold runner systems, their lower initial costs, and suitability for small batch production. ↩
Learn about the specific challenges and solutions for thick-walled parts in injection molding. ↩
Understand the relationship between runner systems and the quality of surface finishes. ↩
Discover the advantages of valve-gate systems for precise control in injection molding. ↩





