

Your plastic parts have defects, and you can't figure out why. This leads to wasted material and project delays. Understanding the runner system1 is the key to perfect parts.
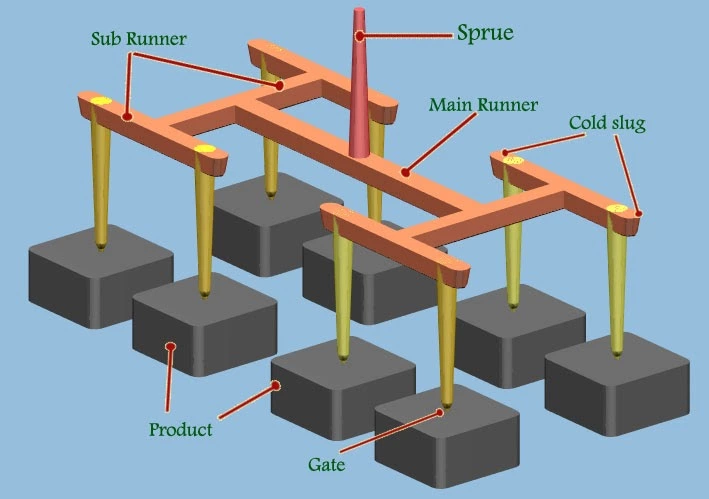
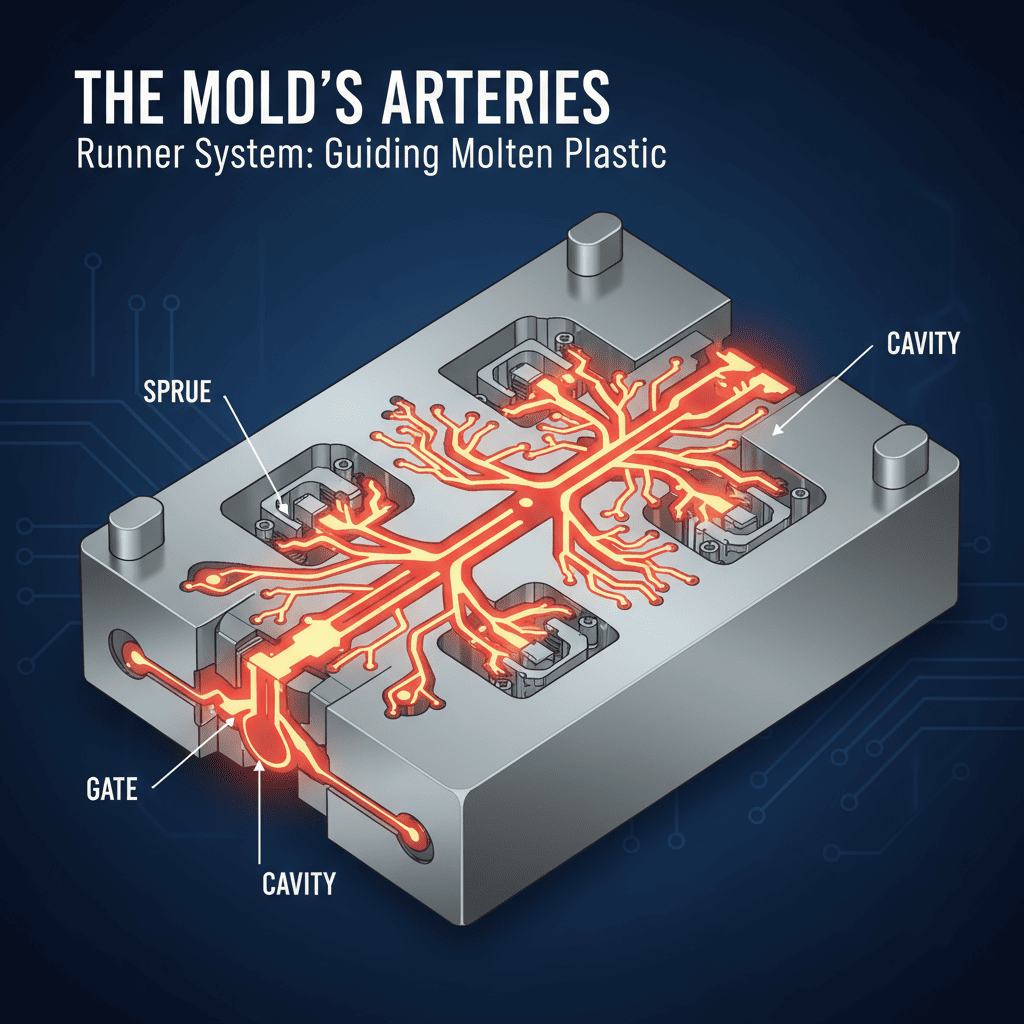
The runner in an injection mold2 is the channel system that guides molten plastic3 from the sprue to the cavity. Think of it as the mold's arteries, delivering the lifeblood—the plastic—precisely where it needs to go to form your part. Its design is critical for quality.
But a runner is so much more than just a simple channel. I've seen countless projects succeed or fail based on this one aspect of mold design. At our factory, we treat the runner system with the same precision as the part cavity itself. It’s the hidden component that controls everything from part strength to appearance. Let's dig deeper into how this system works and why getting it right is so important for your project's success.
How does the runner system actually work?
Your parts have inconsistent filling, causing sinks or shorts. You suspect the mold design. These defects mean rejected parts and production delays, costing you time and money. A well-designed runner ensures every cavity fills evenly.
The runner works by acting as a precision delivery network. It takes molten plastic from the main entry point (the sprue) and distributes it, often through a balanced layout, to each individual cavity. It controls the flow rate, pressure, and temperature of the plastic right up to the gate.
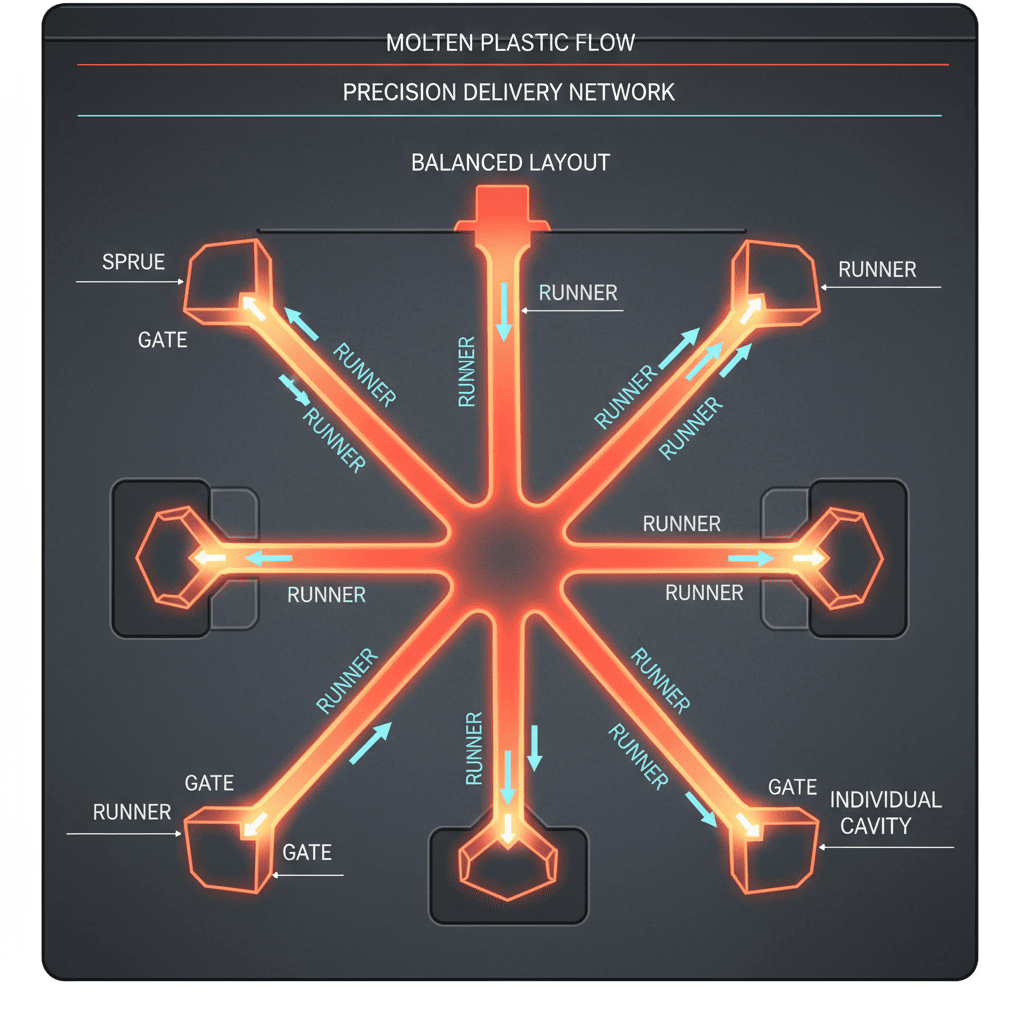
Think of the runner as the mold's "precision vascular system." It’s not just a pipe. It's a carefully engineered network that has to perform three critical jobs perfectly. First, it transports the molten plastic. Second, it helps maintain the correct pressure during the injection and packing phase. Third, it controls the temperature of the melt as it travels. In multi-cavity molds4, where you're making several parts at once, this becomes even more important. We must create a "balanced" runner layout. This means the distance and path the plastic travels to each cavity is identical. I remember a project for an educational toy developer. They had an 8-cavity mold for small gear parts, and some gears were always weaker than others. The original mold had an unbalanced runner. We redesigned it with a symmetrical, 'H' pattern layout. The problem vanished instantly because every cavity filled at the same time and under the same pressure.
Key Aspects of Runner Function
| Feature | Unbalanced Runner | Balanced Runner |
|---|---|---|
| Flow Path | Plastic travels different distances to each cavity. | Plastic travels the exact same distance to each cavity. |
| Filling | Cavities fill at different times and pressures. | All cavities fill simultaneously under equal pressure. |
| Part Quality | Inconsistent part weight, dimensions, and defects. | Consistent, uniform parts across all cavities. |
| Best For | Single cavity molds or simple, non-critical parts. | Multi-cavity molds and high-precision components. |
Which type of runner is right for your project?
You are trying to choose between a hot runner5 and a cold runner6 mold. The wrong choice could mean high material waste7 with every shot or a huge upfront cost you can't justify. Let's find the runner type that fits your needs.
The right runner depends on your production needs. Cold runners are simpler and cheaper upfront but create waste material. Hot runners are more expensive initially but save material and reduce cycle times, making them ideal for high-volume production. A good partner will help you decide.

Choosing the right runner type is one of the most important decisions you'll make, and it's all about balancing cost and efficiency. At our plant, this is one of the first things we discuss with a new client. For a procurement manager at a large corporation, the total cost of ownership is everything. A cold runner mold might have a lower initial price tag, but you have to factor in the cost of the wasted plastic (the runner itself, which solidifies and is ejected with the parts) and the longer cycle times. For high-volume production, that waste adds up fast. A hot runner system, on the other hand, keeps the plastic in the runner channels molten. There's no waste. The cycle time is also faster because you don't have to wait for a thick runner to cool down. For a client making millions of cosmetic caps a year, we always recommend a hot runner system. The return on investment from material savings and increased output is huge.
Comparing Runner Systems
| Feature | Cold Runner System | Hot Runner System |
|---|---|---|
| Initial Cost | Low. The mold is simpler to manufacture. | High. Requires heaters, thermocouples, and a controller. |
| Material Waste | High. The runner solidifies and is ejected as scrap. | None. Plastic in the runner stays molten for the next shot. |
| Cycle Time | Longer. You must wait for the runner to cool. | Shorter. Only the part needs to cool, not the runner. |
| Maintenance | Simple and low-cost. | More complex. Can be costly to repair or replace components. |
| Ideal Use Case | Low-volume runs, prototyping, materials sensitive to heat. | High-volume production, large parts, fast cycle applications. |
How does runner design8 impact part quality9?
You approved a mold design, but the final parts have flow marks, weak spots, or warping. The problem is often hidden in the runner design8. These invisible flaws can compromise your entire product's integrity and appearance.
The runner is an "invisible quality controller." Its size, shape, and surface finish10 directly influence how the plastic flows. These design details determine the final part's mechanical properties, cosmetic appearance, and overall integrity. A small design error here creates a big quality problem later.

We treat the runner as a critical component of the part itself, not just a delivery channel. Every detail matters. The cross-sectional shape11 is a good example. A full-round runner is the most efficient because it has the smallest surface area for its volume. This minimizes heat loss and pressure drop. However, it has to be machined into both halves of the mold, which is more expensive. A trapezoidal runner is a common compromise, as it's easier to machine into one mold plate. But the choice depends on the material. For a material like polycarbonate (PC), which is sensitive to shear, we would strongly recommend a full-round runner to ensure smooth flow. The surface finish is also crucial. We polish our runner channels to a mirror-like finish. A rough surface creates drag, slows the flow, and can cause the material to degrade, leading to black specks or weak spots in the final part. It’s these small, expert details that separate a high-quality mold from an average one.
Runner Design Factors and Their Impact
| Design Factor | Importance | Impact on Quality |
|---|---|---|
| Cross-Sectional Shape | High | Affects pressure drop, heat loss, and shear rate. A full-round shape is most efficient for flow. |
| Runner Diameter | Critical | Too small, and the mold won't fill. Too large, and you waste material and increase cycle time. |
| Surface Finish | High | A polished surface reduces friction and prevents material degradation, ensuring clean, strong parts. |
| Gate Location & Type | Critical | Determines where the plastic enters the cavity, influencing weld lines, warpage, and cosmetic appearance. |
Conclusion
In summary, the runner is far more than a simple channel. It's a critical system that directly controls your part's quality, your production efficiency, and your final project cost.
Understanding the runner system is crucial for achieving high-quality plastic parts and optimizing production. ↩
Learn about injection molds to grasp the fundamentals of plastic part manufacturing and design. ↩
Discover the role of molten plastic in the injection molding process and its impact on part quality. ↩
Explore the benefits of multi-cavity molds for efficient production and cost savings. ↩
Understanding hot runner systems can help you make informed decisions about production efficiency. ↩
Learn about cold runner systems to evaluate their suitability for your specific production needs. ↩
Understanding material waste can help you make better decisions for cost-effective production. ↩
Discover how runner design impacts the quality and integrity of molded parts. ↩
Understanding the factors that affect part quality can help you improve your injection molding processes. ↩
A good surface finish in runner channels is essential for preventing defects in molded parts. ↩
The cross-sectional shape of a runner affects flow efficiency and part quality, making it a key design factor. ↩





