 跳到内容
跳到内容 

Struggling with mold selection? Choosing the wrong type can inflate costs and ruin product quality. This single decision affects your budget, production speed, and the final look of your parts.
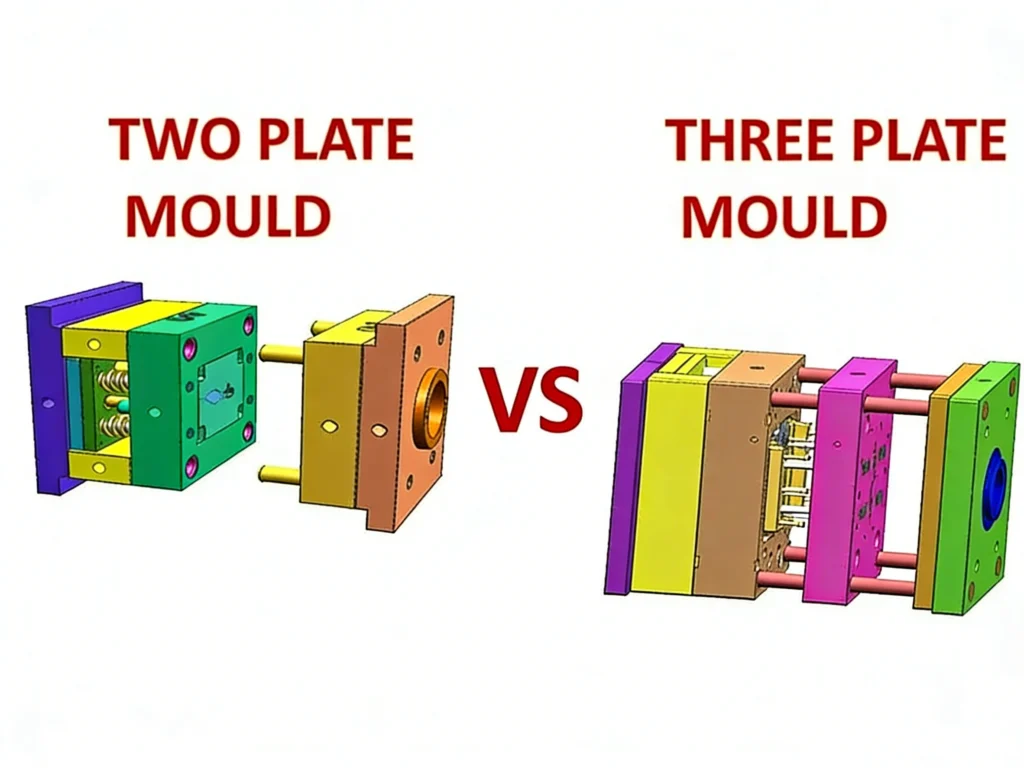
A 2-plate mold1 has one parting line2, making it simple and cost-effective. A 3-plate mold has two parting lines, which allows it to automatically separate the molded part from the runner system. This makes it ideal for automation and parts requiring a superior surface finish3.

So, you see the basic structural difference. One is simpler, one is more complex. But that's just scratching the surface. This choice goes far beyond the mold's mechanics. It directly impacts your project's budget, your production line's efficiency, and the final quality of the product your customers will hold. To make the right call, you need to understand the deeper implications. Let's break down what this really means for your business.
Is the design philosophy really just about one extra plate?
Worried that a complex design4 means more problems? A simple structure feels safer, but it might hide limitations that will cost you more in the long run during production.
No, it's a strategic choice between simplicity and functionality. A 2-plate mold's single parting line design prioritizes low cost and stability for basic needs. A 3-plate mold5's added plate creates functional precision, enabling automation and clean part separation for more advanced requirements.

When I first started in this industry 15 years ago, I thought a mold was just a mold. But I quickly learned that the design philosophy is everything. It's the core logic that determines if a project will succeed or fail. A 2-plate mold is built on a philosophy of simplicity. On the other hand, a 3-plate mold embraces complexity to achieve higher functionality. This isn't just about adding a steel plate; it's about building a different kind of production system.
Let's look at the core differences in their design logic:
Design Philosophy Breakdown
| Feature | 2-Plate Mold (Simplicity First) | 3-Plate Mold (Functionality First) |
|---|---|---|
| Core Principle | Keep it simple. One parting line for mold opening. | Add complexity for precision. Two parting lines for multi-stage opening. |
| Gating System | Typically uses edge gates or tab gates attached to the part. | Uses pin-point gates that feed directly onto the part's surface. |
| Part Ejection | The part and the runner system are ejected together in one piece. | The runner is separated first, then the part is ejected cleanly. |
| Ideal Use Case | Products where gate marks are acceptable and manual labor is available. | Products needing automation and a flawless surface finish from the start. |
Choosing between them is a strategic decision. You are either prioritizing a straightforward, low-risk build or investing in a more sophisticated system for automated, high-quality output. It's a choice between a simple tool and a precision machine.
How does mold choice affect your product's surface quality?
Concerned about ugly marks on your final product? A small blemish from the gating system6 can ruin the appearance of a high-end part, leading to customer complaints and rework costs.
It has a massive impact. A 2-plate mold often leaves a visible gate mark that may require post-processing. A 3-plate mold uses pin-point gates, leaving a tiny, clean mark that preserves the surface integrity of precision plastic parts, making it the best choice for high-value products.

For one of our clients, a developer of premium cosmetic packaging, surface finish is everything. Even the slightest imperfection is unacceptable. They initially considered a 2-plate mold to save on tooling costs. However, the edge gate would have left a noticeable mark on the side of their luxury cream jars. We explained that the cost of manually removing that mark from every single part would quickly surpass the initial savings on the mold. By choosing a 3-plate mold, we could use a pin-point gate on the bottom of the jar. The mark was virtually invisible, eliminating the need for any post-processing.
This is a perfect example of matching the mold to the product's value. The gate is where molten plastic enters the cavity, and its design directly impacts the final look.
Gate Type and Its Impact on Surface Finish
| Gate Type | Typical Mold | Gate Mark Appearance | Post-Processing Needs | Best For |
|---|---|---|---|---|
| Edge/Tab Gate | 2-Plate Mold | Noticeable, rectangular mark on the part's edge. | Often requires manual trimming, sanding, or polishing. | Internal components, low-cost items, or where marks can be hidden. |
| Pin-Point Gate | 3-Plate Mold | A very small, circular dot, often on a non-cosmetic surface. | Rarely needs any finishing. The break is clean. | High-end consumer products, clear parts, cosmetic packaging. |
For high-value products, the slightly higher cost of a 3-plate mold becomes the most cost-effective solution when you factor in the value of a perfect finish and the savings from avoiding manual rework.
Can your mold choice limit your production speed?
Is your production struggling to keep up with demand? If you rely on workers to manually separate parts from runners, your output is capped by human speed and availability.
Absolutely. A 2-plate mold requires manual separation of the part and runner, which creates a bottleneck and limits production volume. A 3-plate mold automatically separates them, enabling robotic arms to achieve non-stop, unmanned production and break through manual capacity limits.

We work with an educational toy developer who needed to produce millions of small, precision building blocks per year. Their old supplier used 2-plate molds. The process required a team of workers just to sit there and twist the blocks off the runners. It was slow, labor-intensive, and the costs were adding up. When they came to us, we designed a multi-cavity 3-plate mold system. Now, a robotic arm simply plucks the finished blocks from the mold and drops them into a container, while the runner system falls separately into a recycling bin. Their output tripled, and their labor costs for this process dropped to zero.
This is the core difference in mass production capability. It’s about whether you are building a process dependent on manual labor or one designed for full automation.
Automation and Production Efficiency Comparison
| Factor | 2-Plate Mold | 3-Plate Mold |
|---|---|---|
| Part/Runner Separation | Manual. Done by an operator after ejection. | Automatic. Happens inside the mold before ejection. |
| Cycle Time | Longer and variable. Depends on operator speed. | Shorter and consistent. Dictated by the machine. |
| Labor Dependency | High. Requires at least one operator per machine. | Low to none. Can run "lights-out" with robotics. |
| Scalability | Limited. Adding more machines requires more people. | High. Easily scales for high-volume, 24/7 production. |
For small batches or low-value products, the manual work of a 2-plate mold is often acceptable. But for any company aiming for large-scale, high-efficiency production of precision parts7, the automated capabilities of a 3-plate mold are not a luxury—they are a necessity.
Which mold offers the better return on investment?
Is it smarter to save money upfront or invest more for long-term gains? A lower initial tooling cost is tempting, but it can lead to higher operational costs that hurt your profitability over time.
It depends on your project's scale. A 3-plate mold's higher initial cost is justified in high-volume scenarios, where automation reduces labor and defect costs for a strong long-term ROI. A 2-plate mold’s low initial cost protects you from investment risk on low-volume projects8.

Thinking about the total cost of ownership (TCO) is crucial. I always advise my clients to look beyond the initial quote for the mold itself. A 3-plate mold might cost 30-50% more to build. That number can be intimidating. However, for a project involving millions of parts, this initial investment can pay for itself in a few months. How? By eliminating the salary of one or two workers per shift and by reducing the defect rate associated with manual handling. In contrast, for a client who only needs 10,000 parts for a niche market, the high cost of a 3-plate mold would never be recovered. In that case, the simple 2-plate mold is the clear winner.
Let's break down the lifetime cost to see where your money really goes.
Total Cost of Ownership (TCO) Analysis
| Cost Factor | 2-Plate Mold | 3-Plate Mold |
|---|---|---|
| Initial Investment | Low. Simpler design means lower manufacturing cost. | High. More complex, requires more materials and machining time. |
| Labor Cost per Part | High. Requires manual separation for every cycle. | Low / Zero. Automation eliminates the need for a dedicated operator. |
| Material Waste Cost | Can be higher if runners are not recycled efficiently. | Often lower due to optimized runner systems designed for automated recycling. |
| Defect / Rework Cost | Higher risk of damage or contamination from manual handling. | Lower risk of defects as the process is automated and consistent. |
| Best ROI Scenario | Low-volume, low-value products. Minimizes upfront financial risk. | High-volume, high-value products. Maximizes long-term profitability. |
The final decision is a balance between short-term investment and long-term return. By analyzing your production volume and product value, you can confidently choose the mold that delivers the best financial outcome for your specific project.
Conclusion
Ultimately, choosing between a 2-plate and 3-plate mold depends on your project's specific needs for quality, volume, and automation, directly impacting your total cost and overall profitability.
Explore the benefits of 2-plate molds, including cost-effectiveness and simplicity, to see if it's the right choice for your project. ↩
Understanding parting lines is crucial for mold design; learn how they affect production efficiency and part quality. ↩
Explore the importance of surface finish in product quality and how different molds impact it. ↩
Understand the advantages of complex mold designs for achieving high-quality production. ↩
Discover how 3-plate molds enhance automation and surface finish, making them ideal for high-quality production. ↩
Learn about gating systems and their role in the injection molding process for better product outcomes. ↩
Learn why precision is critical in molded parts and how to achieve it through mold selection. ↩
Discover best practices for low-volume projects to maximize efficiency and minimize costs. ↩





