 跳到内容
跳到内容 

Struggling with high production costs for your plastic parts? Choosing the wrong mold type can inflate your budget and cause serious delays. A two-plate mold1 is the industry's cost-effective solution.
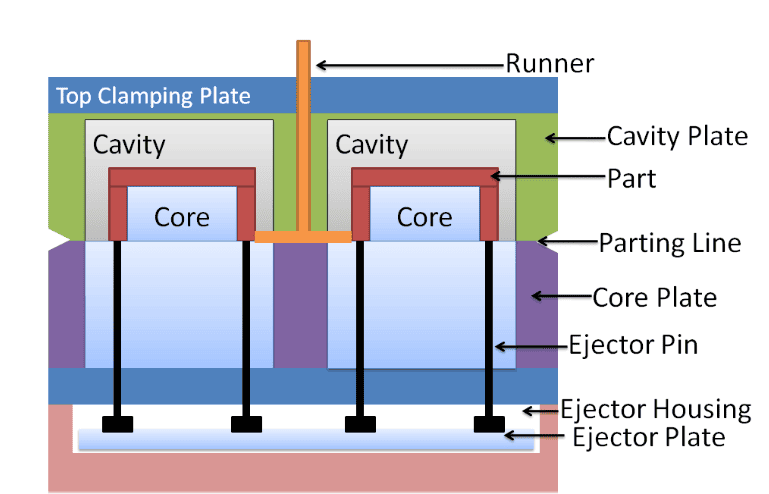
A two-plate mold is the simplest type of injection mold. It has one parting line that splits it into two halves: a cavity side2 and a core side3. The runner system and the final part are on the same plane and are ejected together, making it ideal for high-volume production.

I remember when I first started in this industry 15 years ago, the terms "two-plate" and "three-plate" were thrown around constantly. For a project manager, understanding the difference isn't just technical jargon; it's the key to controlling your budget and timeline. The two-plate mold is the workhorse of our factory here in Dongguan. It's the foundation of efficient manufacturing. But its simplicity can be deceiving. Knowing how it works, and more importantly, when to use it, is critical for any successful project. Let's dive into what makes this mold design so fundamental to the industry.
How Does a Two-Plate Mold Keep Costs So Low?
Worried that high-volume production will break your budget? Complex molds add unnecessary costs and risk to simple projects. The two-plate mold’s design directly targets this problem, offering high efficiency.
A two-plate mold keeps costs low because of its simple structure. It requires less steel, fewer components, and shorter machining time. This streamlined design also means faster cycle times4 during production, as the part and runner are ejected in a single, efficient step, maximizing output per hour.

The core principle behind a two-plate mold is "simplicity for stability." We are essentially trading a little bit of design flexibility for a huge gain in manufacturing reliability and cost savings, especially for large orders. I often explain to my clients, like procurement managers from STEM toy companies, that this mold is the optimal balance between cost and efficiency for many products. The design choice is deliberate. By having only a single parting surface where the mold opens, we minimize the complexity. This means fewer things can go wrong.
The Engineering Trade-Off: Simplicity vs. Flexibility
The entire design is built on one core idea: the runner system5, which delivers the plastic, is ejected along with the part itself. This is different from more complex molds where the runner is ejected separately. This choice has major implications.
| Feature | Advantage | Disadvantage |
|---|---|---|
| Single Parting Line | Simple construction, less machining, lower initial mold cost. | Limits gate location options; can affect part appearance. |
| Combined Ejection | Faster cycle time, as part and runner come out together. | Requires a secondary step to separate the part from the runner. |
| Fewer Components | Higher reliability, less maintenance required over the mold's life. | Less suitable for parts with complex undercuts6 or features. |
For a client producing hundreds of thousands of simple electronic casings, this trade-off is a clear win. The small cost of manually or automatically separating the runner is tiny compared to the massive savings from a lower mold price and faster production cycles. It's the definition of economy of scale in action.
Why is Gate Design So Critical in a Two-Plate Mold?
Ever received samples with ugly marks right where the plastic was injected? These gate marks can ruin the look of your product. This common issue often stems from poor gate design7.
In a two-plate mold, the gate design is critical because the gate must allow for smooth plastic flow8 while also breaking off cleanly from the part upon ejection. A poorly designed gate can leave a large, unsightly mark or even damage the part, directly impacting cosmetic quality and production yield.

I once had a project for a cosmetics brand that required a perfectly smooth cap. The initial samples had a small but noticeable blemish. The problem was the gate. In a two-plate mold, the gate and runner are on the same parting line as the product. This structural fact limits our choices but also forces us to be very precise. We can't just put the gate anywhere. We have to choose a type and location that balances how the plastic fills the mold with how cleanly the part will separate. This is where experience really matters.
Balancing Flow and Finish
The performance of a two-plate mold hinges on the runner and gate system. The plastic must flow evenly to fill the entire cavity without freezing prematurely, but the gate must also detach without leaving a trace. This is a delicate balance.
Common Gate Types and Their Purpose
- Side Gate (or Edge Gate): This is the most common type. It's simple to machine and reliable. We use it for many industrial and consumer parts where a small mark on the side is acceptable. It's cost-effective and efficient.
- Submarine Gate (or Tunnel Gate): This is a fantastic solution for automating production. The gate is designed to shear off automatically as the part is ejected, eliminating the need for manual trimming. This is perfect for high-volume parts where consistency and speed are everything. We often recommend this to our clients in the automotive sector for interior components.
The hidden challenge is that on more complex shapes, the plastic flow8 can create weld lines where two fronts meet, or gate marks can appear on visible surfaces. We overcome this by using mold flow analysis9 software to simulate the injection process. This allows us to optimize the gate's location and size before we even cut steel, ensuring a beautiful, strong part every time.
When Should You Avoid Using a Two-Plate Mold?
Think a simple mold is always the cheapest option? Choosing a two-plate mold1 for a complex part can lead to hidden costs, design compromises, and even production failure.
You should avoid a two-plate mold when your part has complex undercuts, requires multiple gate points for cosmetic reasons, or needs a very large and complex runner system. In these cases, the "simple" mold would require expensive side-actions or result in poor quality, making a three-plate or hot runner mold more economical.

The central conflict when choosing a mold is always "structural complexity versus production economy10." A few years back, a new client came to us with a design for a sophisticated toy. It had clips, snaps, and a very detailed texture. They had a quote for a two-plate mold and thought it was a great deal. I had to explain that while we could make it in a two-plate mold, it would require so many expensive sliders and lifters to handle the undercuts that the cost would actually exceed that of a more suitable mold type. The "simple" solution wasn't simple at all.
Identifying the Boundaries
A two-plate mold is the king of high-volume, simple parts. But its reign ends when complexity enters the picture. The decision to use one is really an assessment of whether your total production volume justifies the design.
Key Red Flags for a Two-Plate Mold
- Complex Undercuts: If your part has features that would get trapped in the mold (like a snap-fit hook), it needs a mechanism to release it. While a two-plate mold can incorporate sliders or lifters, adding too many makes it complex and costly, defeating its purpose.
- Cosmetic Requirements: If the top surface of your part must be perfectly clean with no gate mark, a two-plate mold is often unsuitable. Its gate locations are limited to the parting line, which is usually the edge or perimeter of the part.
- Multi-Cavity Balancing: For very small parts, we want to fit as many cavities as possible into the mold to maximize efficiency. A two-plate mold's runner system can become very long and complex to feed all the cavities, which can lead to filling imbalances and wasted material.
Ultimately, the choice comes down to a simple question: Will the total number of parts you produce be high enough to make the initial investment in a more complex mold (like a three-plate or hot runner system) worthwhile? For many of our clients, we run this analysis to show them the true cost over the product's entire lifecycle.
Conclusion
The two-plate mold is a powerful, cost-effective tool for mass-producing simple parts. Understanding its strengths and, more importantly, its limitations is key to a successful manufacturing project.
Explore the benefits of two-plate molds for cost-effective and efficient production. ↩
Understand the role of the cavity side in creating high-quality plastic parts. ↩
Discover how the core side contributes to the injection molding process. ↩
Learn techniques to improve cycle times and enhance manufacturing efficiency. ↩
Gain insights into the runner system's importance in efficient plastic flow. ↩
Learn about the difficulties of molding parts with complex undercuts. ↩
Explore critical aspects of gate design that affect product quality. ↩
Learn about the impact of plastic flow on the final product's appearance. ↩
Understand how mold flow analysis can optimize the injection process. ↩
Understand the significance of production economy in manufacturing decisions. ↩





