




Your high-volume parts are failing quality checks due to dimensional inconsistency. This leads to costly scrap, production delays, and damages your brand's reputation. The key lies in maintaining your mold's stability.
To ensure long-run dimensional stability, you must focus on four key areas. These include optimizing the mold's thermal balance, selecting the right steel with proper heat treatment1, designing a robust structure, and implementing a data-driven preventive maintenance plan. This systematic approach guarantees consistent quality.


I’ve seen firsthand how a great mold can start producing out-of-spec parts halfway through a production run. It’s a frustrating and costly problem. Over my 15 years in this industry, I've learned that achieving long-term stability isn't about one magic trick. It’s about a disciplined engineering approach that starts long before the mold ever sees a press. Let’s break down the pillars that support a mold’s ability to run for millions of cycles without losing its shape. This is how we ensure the first part looks exactly like the last.
Is your mold's cooling system the silent killer of consistency?
You're seeing parts warp or shrink unpredictably, even with the right settings. This inconsistency drives up your defect rate and makes process control a nightmare. The problem often hides in how your mold handles heat.
Yes, an inefficient cooling system is often the main culprit. Uneven temperatures create internal stress that deforms the mold cavity over time. Optimizing thermal balance with advanced cooling designs and precise temperature control is critical for maintaining part dimensions from the first shot to the millionth.
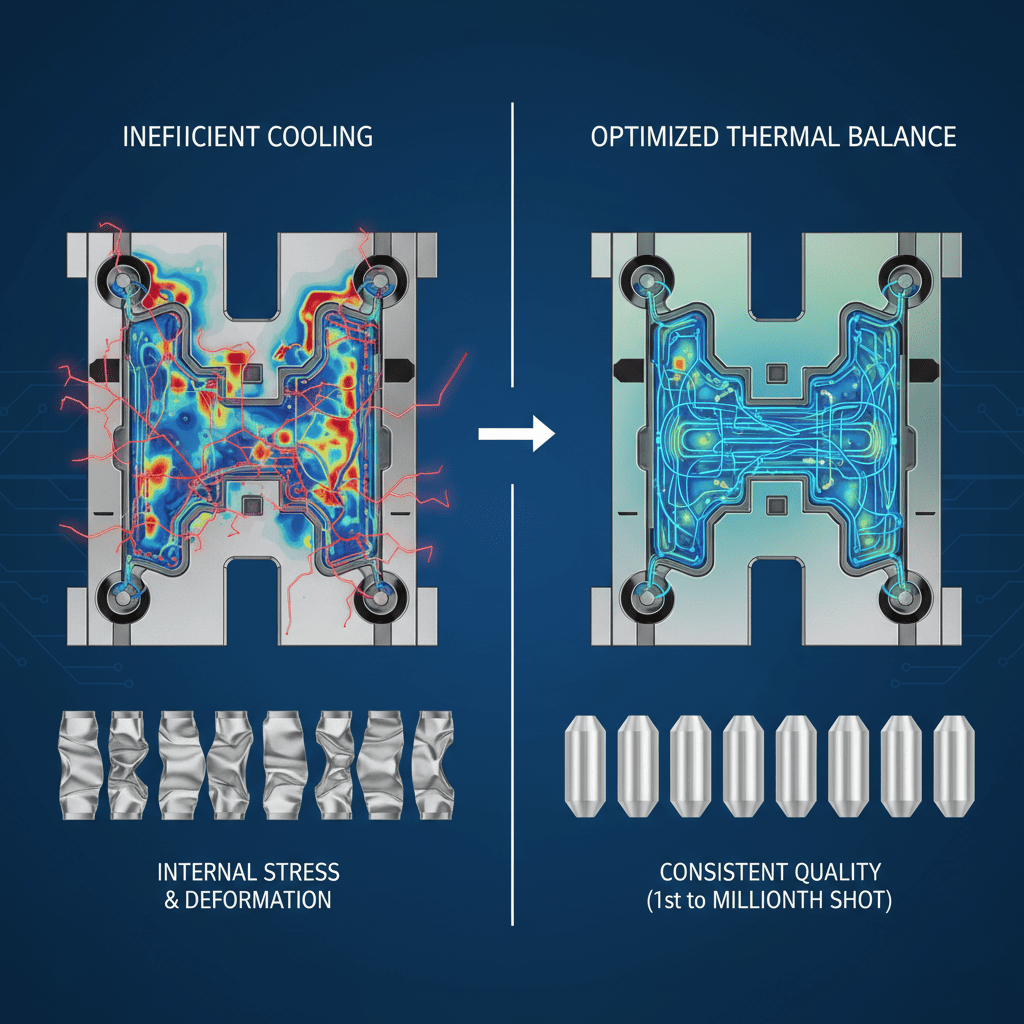
I remember a project for an automotive client. They needed a large, complex dashboard trim piece, and their previous supplier struggled badly. After about 50,000 shots, sink marks and warpage started appearing, and the rejection rate went through the roof. When we took over, the first thing we looked at was the thermal management. The original mold used simple, straight-drilled cooling lines that left hot spots all over the complex geometry. This is where a professional approach makes all the difference. We didn't just tweak the process; we redesigned the mold's core principle of heat exchange.
The Power of Conformal Cooling
Instead of straight lines, we used a conformal cooling2 design. This means the cooling channels follow the exact contour of the part, like rivers flowing through a landscape. This ensures every part of the mold surface, from deep ribs to flat faces, stays at a uniform temperature. It eliminates the hot spots that cause thermal stress and gradual deformation of the steel.
Beyond Design: Active Management
A great design is just the start. For long-run production, you need active control. We implement a closed-loop system using a Mold Temperature Controller (MTC). This isn't a simple "set it and forget it" device. It constantly measures the water temperature and flow, making micro-adjustments to counteract any changes from the environment or the process itself. This active management keeps the mold in a perfectly stable thermal window, shot after shot.
| Thermal Management Strategy | Description | Impact on Stability |
|---|---|---|
| Conformal Cooling | Cooling channels follow the part's geometry. | Ensures uniform surface temperature, reducing thermal stress. |
| Closed-Loop MTC | Actively monitors and adjusts coolant temperature and flow. | Prevents thermal shock and maintains a stable process window. |
| Regular Maintenance | Periodic cleaning of cooling channels to remove scale buildup. | Guarantees long-term heat exchange efficiency. |
Does the choice of steel really matter after the first few thousand shots?
You've approved a mold, and the initial samples are perfect. But as production scales up, you notice flash appearing or dimensions starting to drift. You might think it's a process issue, but the problem could be deeper.
Absolutely. The mold steel and its heat treatment are the foundation of its endurance. An unsuitable or poorly treated steel will soften, deform, or wear under the immense pressure and heat of millions of cycles, causing irreversible dimensional changes that processing adjustments cannot fix.

I once consulted for a toy company developing a new line of STEM building blocks. They needed parts with a tight, consistent fit. Their initial mold, made with a standard P20 pre-hardened steel, produced great parts for the first 100,000 cycles. But their product was a huge hit, and they needed to run millions. By the 300,000-shot mark, the blocks became loose. The mold had physically worn down. The steel simply wasn't up to the task. It's a classic case of being penny-wise and pound-foolish. The material you choose is not just for the first article approval; it's an investment in the entire product lifecycle.
Matching the Steel to the Job
The choice of steel is a science. It's not about picking the hardest or most expensive option; it's about picking the right one.
- For Abrasive Materials: If you're running glass-filled nylon, for example, the material acts like sandpaper on the mold surface. Here, we use high-hardness tool steels like H13 and often add a surface treatment like nitriding. This creates an incredibly hard "skin" that resists wear.
- For High-Gloss Finishes: To maintain a perfect cosmetic finish over millions of cycles, you need a steel like S136 that can be polished to a mirror finish and has excellent corrosion resistance.
The Unseen Importance of Heat Treatment
Getting the right steel is only half the battle. How it's treated is just as important. A rushed or improper heat treatment process leaves internal stresses in the steel. Under the heat and pressure of injection molding, these stresses will eventually release, causing the mold to warp. We insist on a proper vacuum heat treatment followed by multiple tempering cycles. This process refines the steel's grain structure and removes almost all internal stress, creating a foundation that is incredibly stable and resistant to fatigue over the long haul.
Are you overlooking the mechanical weak points in your mold design3?
Your mold looks solid and robust on the design screen. Yet, during a long production run, you start seeing parting line mismatch or sticking components. The mold is failing mechanically, not thermally or materially.
Yes, mechanical weak points are often missed. Insufficient structural support or poor wear-resistance on moving parts will fail under millions of cycles. This leads to mold deflection, component misalignment, and ultimately, dimensional failure of the parts you are producing.

We worked with a cosmetics packaging manufacturer who was having a nightmare with a high-cavitation mold for lipstick tubes. The mold had numerous sliders and lifters to create the complex internal mechanism. After 500,000 cycles, the parts started to bind. The reason? The guide pins for the sliders were wearing down, creating "slop" in the movement. This tiny bit of play, less than a millimeter, was enough to ruin the part's function. The initial design didn't account for the cumulative wear on these critical moving parts over a multi-million cycle run. It shows that a mold is a machine, and every moving part is a potential point of failure if not engineered for endurance.
Building a Digital Twin with CAE
Before we cut a single piece of steel, we build the mold virtually. Using Computer-Aided Engineering (CAE) analysis, we simulate the forces the mold will experience during its life. We apply the full clamping force and injection pressure millions of times in the software. This analysis shows us exactly where the stress points are. It tells us if we need more support pillars, thicker plates, or a better interlocking design to prevent the mold from flexing under pressure.
Designing for Wear and Tear
For any part that moves—sliders, lifters, guide pins—we have a simple rule: design it to be indestructible. This involves a two-pronged approach:
- Material and Surface: We don't use standard steel for these components. We use specialized wear-resistant alloys or add ultra-hard surface coatings like Diamond-Like Carbon (DLC) or Titanium Nitride (TiN). These surfaces are incredibly slick and durable.
- Maintenance Access: We design these components to be easily accessible. We include features like lubrication grooves to ensure they stay moving freely and design them as modular inserts that can be replaced without taking the entire mold apart.
This focus on structural rigidity and wear resistance means the mold's mechanics remain precise from the first shot to the last.
Is your maintenance plan actually preventing failure or just reacting to it?
Your team is busy. Mold maintenance happens when something breaks. A part gets stuck, flash appears, or the mold won't close. You fix it and get back to production, but these interruptions are becoming more frequent.
If you wait for a problem to appear, you are only reacting. A true preventive maintenance plan uses data and scheduled inspections to predict and address issues like wear, contamination, and fatigue before they cause dimensional instability or catastrophic failure.
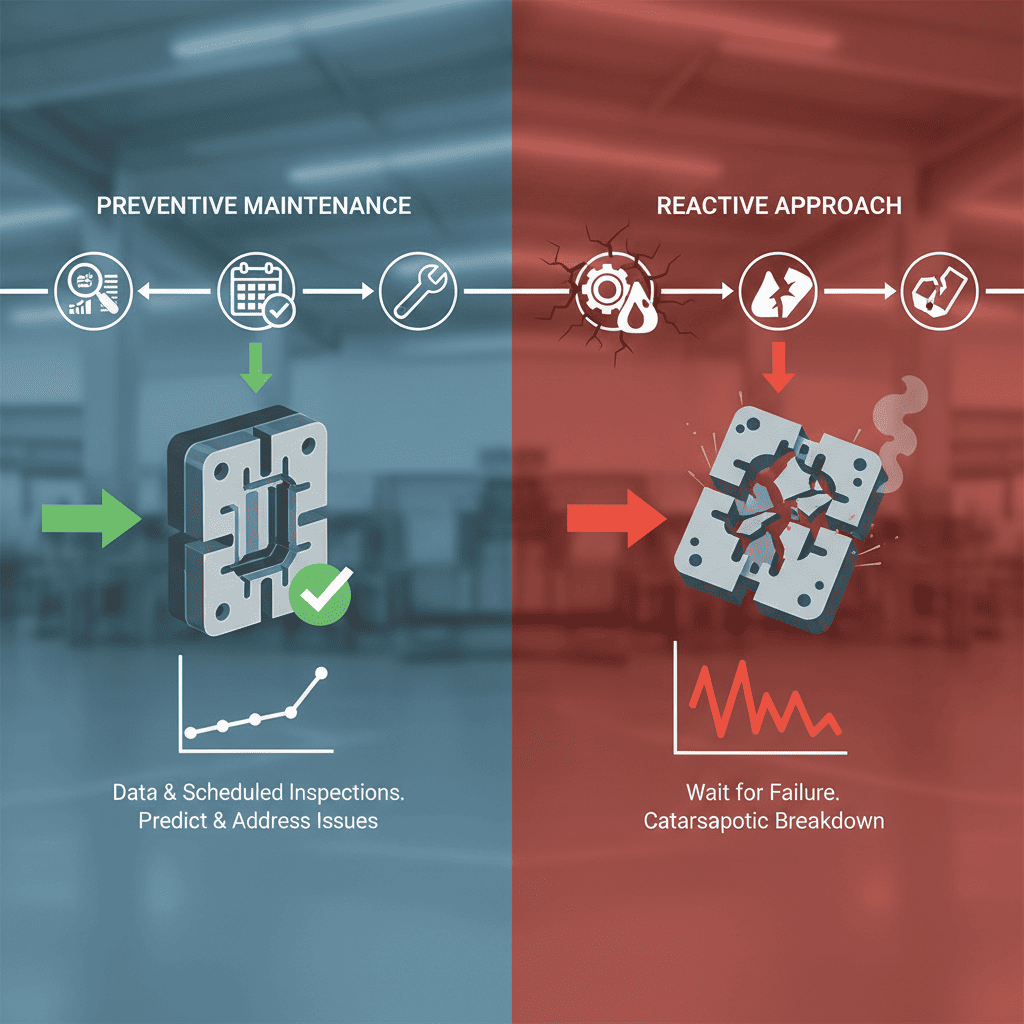
I visited a factory that was proud of their "quick response" maintenance team. When a mold had an issue, the team would swarm it and have it running again in a few hours. The problem was, this was happening several times a week. They were experts at fixing problems, but they weren't preventing them. Their production schedule was constantly being disrupted. We helped them shift their mindset from reactive repair to proactive maintenance. Instead of waiting for a breakdown, we set up a schedule. After every 50,000 cycles, the mold was pulled for a quick inspection, cleaning, and lubrication. The result? Unplanned downtime dropped by over 80%.
From a Checklist to a Strategy
Preventive maintenance is more than just a checklist. It's a data-driven strategy. It starts with establishing a baseline for the mold when it's new.
- Scheduled Inspections: Based on the number of cycles, we establish a plan. This isn't a full teardown every time. It might be a simple cleaning and visual inspection at 25,000 cycles, and a more detailed check of critical dimensions and moving parts at 100,000 cycles.
- Critical Dimension Measurement: We identify the key features on the mold that are most likely to wear and measure them regularly. By tracking these dimensions over time, we can see a trend and predict when a component will go out of spec.
Listening to the Machine
The most advanced strategy is to use the data coming directly from the injection molding machine. By monitoring parameters like cavity pressure, fill time, and clamp tonnage, we can see the process changing in real-time. If the machine suddenly needs more pressure to fill the part, it might mean a vent is clogged or a component is wearing down. We use Statistical Process Control (SPC) to monitor these key parameters. The software can flag a potential issue long before it results in a bad part, allowing us to schedule maintenance proactively instead of reacting to a line-down emergency.
Conclusion
Ensuring long-run stability is a complete system. It combines smart design, the right materials, robust construction, and proactive, data-driven maintenance. This is how you deliver millions of perfect parts.









